Introduction
Injection molding is a high-efficiency manufacturing process used to produce precise plastic components by injecting molten material into a custom-designed mold cavity. Once cooled and solidified, the part is ejected with consistent dimensions and repeatable quality. This process is widely used in industries such as automotive, medical devices, electronics, consumer products, and industrial equipment due to its ability to support complex geometries, tight tolerances, and large production volumes.
There are several types of injection molding technologies, each designed to meet different material requirements, structural designs, and production goals. From standard thermoplastic injection molding to advanced methods such as overmolding, insert molding, multi-shot molding, and micro injection molding, selecting the right process can significantly impact cost, performance, and manufacturing efficiency.
In this article, we will explain the main types of injection molding, how each process works, its advantages, typical applications, and how to determine which method is best suited for your project.
What is injection molding?
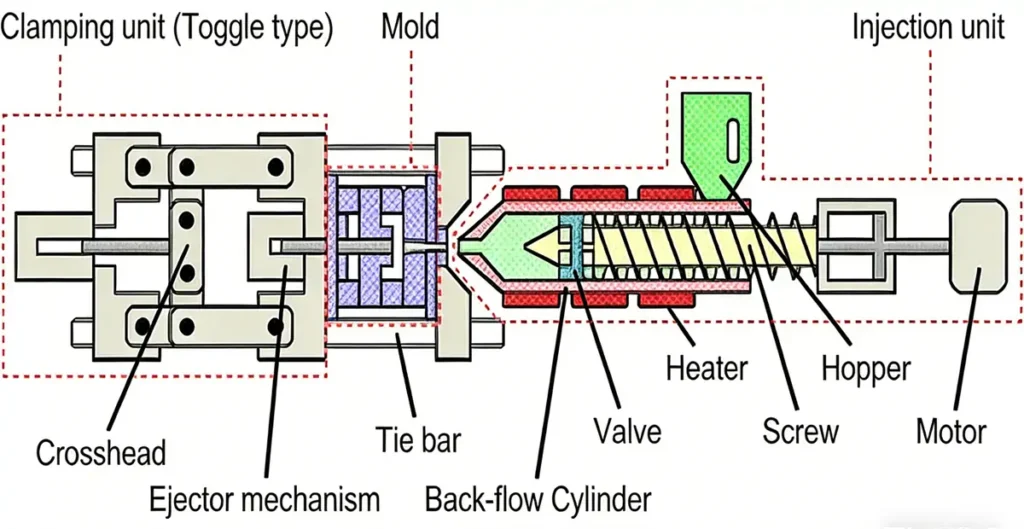
Injection molding is a manufacturing process that injects molten plastic into a mold to produce formed parts. The process begins by feeding plastic pellets into the barrel of an injection molding machine, where they are heated and transformed into a molten state by the screw’s shearing action. The molten plastic is then injected into the mold cavity under high pressure, filling the cavity and solidifying under controlled conditions. Finally, the finished product is ejected by an ejector mechanism.
What is the injection molding process flow?
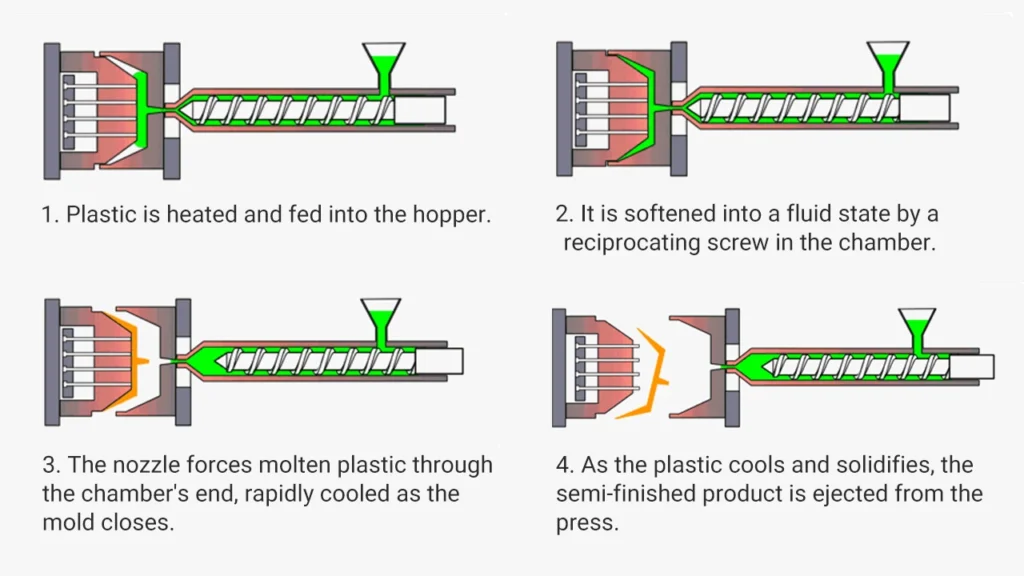
Injection molding transforms raw plastic into precise, high-quality parts through a structured process. The following is the injection molding process flow:
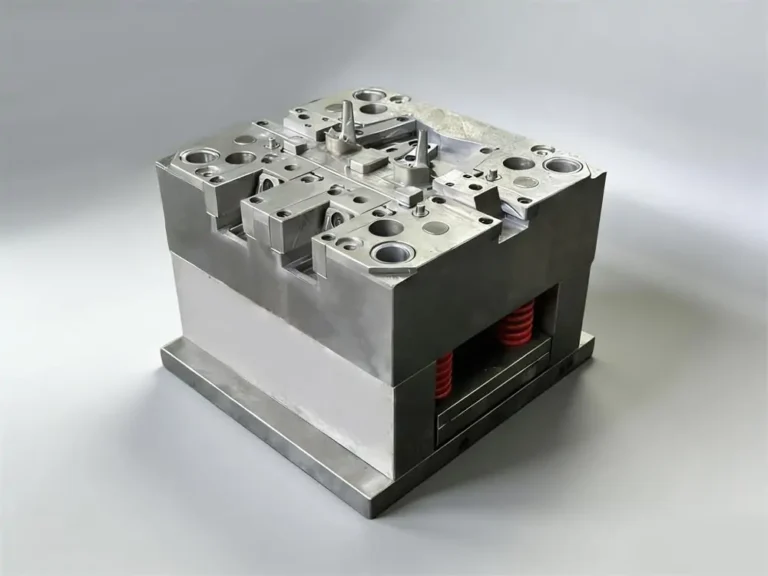
Step 1: Design and Mold Preparation
Engineers review the part design for manufacturability and create a custom mold that meets the product specifications.
Step 2: Injection and Cooling
Plastic pellets are melted and injected into the mold cavity under controlled pressure. The material fills the mold, then cools and solidifies into the desired shape.
Step 3: Ejection and Quality Inspection
The finished part is ejected from the mold, inspected for dimensional accuracy and quality, and prepared for packaging or any secondary operations.
What are the types of injection molding?
Injection molding encompasses multiple manufacturing methods to accommodate varying product structures, material combinations, and performance requirements. While the core principle involves injecting molten material into a mold cavity, the process flow varies based on design complexity, material type, and the functional requirements of the final part.
Common injection molding types include standard plastic injection molding, overmolding, insert molding, multi-color injection molding, gas-assisted injection molding, and micro injection molding. Each method offers distinct advantages in strength, material integration, product precision, or cost-effectiveness.
Next, we will explore these different injection molding processes in detail, explaining how each works, its primary benefits, and the industries where it is most commonly used.
Classification by Forming Mechanism and Structural Characteristics
Gas-Assisted Injection Molding (GAIM): Nitrogen gas is injected into molten plastic to form hollow structures, reducing material usage, lowering internal stress, and improving surface quality. Commonly used for handles, panels, and large structural components.
 Gas-Assisted Injection Molding (GAIM)
Gas-Assisted Injection Molding (GAIM) Gas-Assisted Injection Molding (GAIM)
Gas-Assisted Injection Molding (GAIM)
Thin-Wall Injection Molding: Designed for parts typically under 1.2 mm wall thickness, relying on high-speed injection and efficient venting. Suitable for packaging containers, electronic enclosures, and lightweight consumer goods.
 Thin-Wall Injection Molding
Thin-Wall Injection Molding Thin-Wall Injection Molding
Thin-Wall Injection Molding
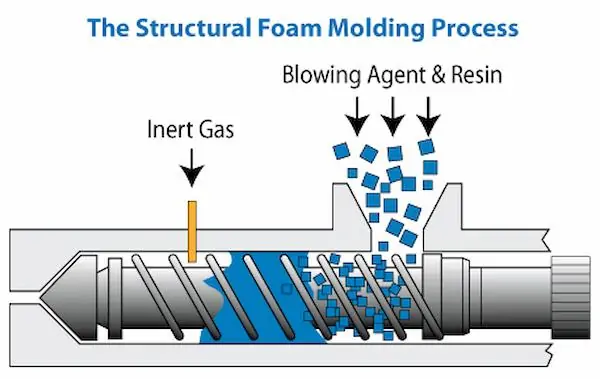
Structural Foam Injection Molding (SFIM): Creates a dense outer layer with a porous core using foaming agents, balancing rigidity and weight reduction. Commonly used for furniture, equipment housings, and large panels.
 Structural Foam Injection Molding (SFIM)
Structural Foam Injection Molding (SFIM) Structural Foam Injection Molding (SFIM)
Structural Foam Injection Molding (SFIM)
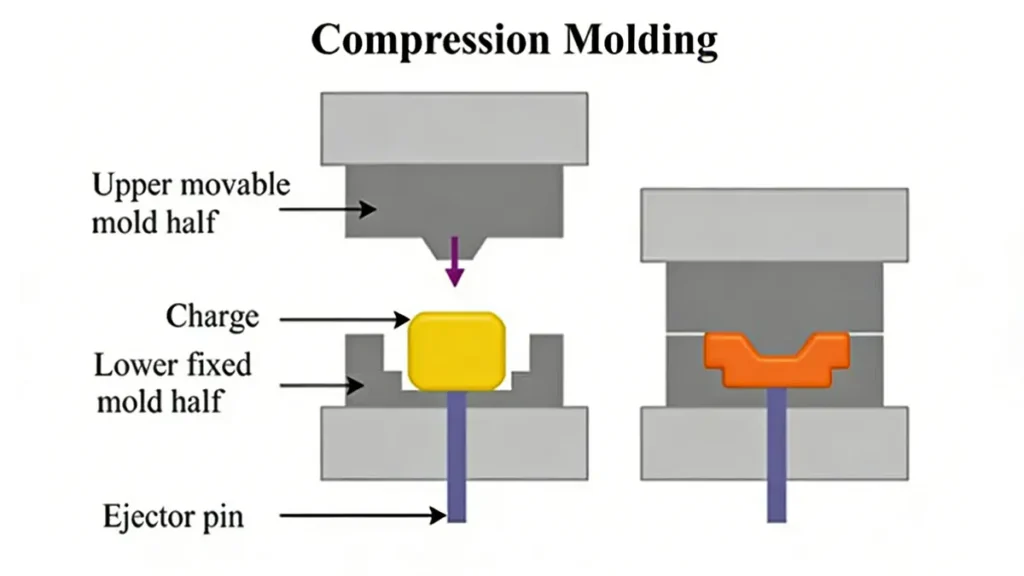
Injection Compression Molding: Combines injection and compression processes to reduce molding pressure and improve internal stress distribution. Suitable for large, thick-walled parts or those requiring high surface quality.
 Injection Compression Molding
Injection Compression Molding Injection Compression Molding
Injection Compression Molding
Classification by Material and Combination Method
Overmolding: Secondary molding of soft materials onto rigid substrates to achieve slip resistance, sealing, or tactile comfort. Widely used in tools, electronics, and medical products.
 Overmolding
Overmolding Overmolding
Overmolding
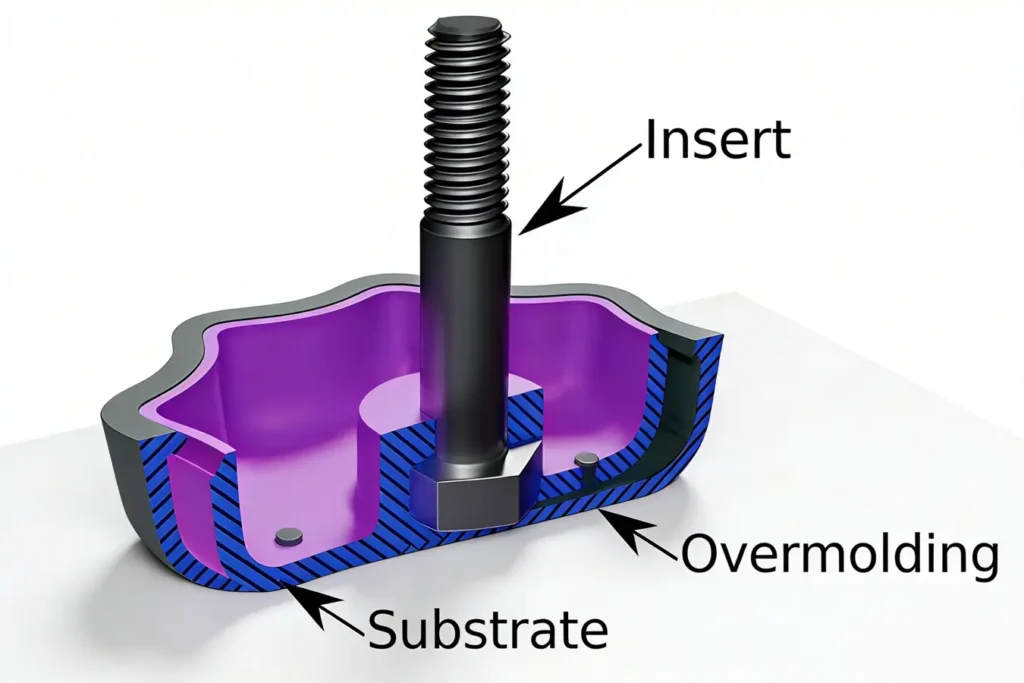
Insert Molding: Embedding metal or other components into plastic during injection molding to achieve structural integration in a single process. Commonly used for threaded parts, electrical connectors, and reinforcements.
 Insert Molding
Insert Molding Insert Molding
Insert Molding
Multi-Color/Multi-Material Injection Molding: Achieving multiple colors or material combinations within a single molding cycle to enhance aesthetic and functional integration, commonly seen in daily necessities and consumer electronics.
Liquid Silicone Rubber Injection Molding (LSR): Utilizes two-component liquid silicone rubber that cures within a heated mold. Offers excellent elasticity, biocompatibility, and heat resistance, commonly used in medical and maternal/infant products.
Classification by Precision and Part Dimensions
Precision Injection Molding: Focuses on high dimensional stability and strict tolerance control, relying on stable process windows and high-precision molds. Widely applied in electronics and medical fields.
Micro Injection Molding: Targets miniature parts typically weighing under 1 g, emphasizing precise metering, micro-runners, and high repeatability. Commonly used for sensors, connectors, and micro-gears.
Classification by Mold System and Production Method
Cold Runner Injection Molding: Features unheated runners, offering simple mold structures and low costs but generating higher scrap rates. Suitable for low-cost or simple products.
Hot Runner Injection Molding: Melted plastic is maintained in heated runners, reducing scrap and enhancing molding efficiency. Suitable for multi-cavity molds and high-volume production.
Multi-Cavity Mold Injection Molding: Simultaneously molds multiple identical parts in a single injection, increasing output and lowering unit costs. Ideal for small, standardized products.
Rotary Cube Molding: Achieves multi-station continuous molding through mold rotation, improving production efficiency for multi-color and multi-material injection molding.
Cleanroom Injection Molding: Manufactured in controlled clean environments to meet stringent cleanliness requirements for medical and precision electronics.
Low-Pressure Injection Molding: Uses low-temperature, low-pressure thermoplastic materials to encapsulate electronic components and wiring harnesses, providing waterproofing, protection, and stress relief.
Reactive and Non-Traditional Injection Molding Processes
Reaction Injection Molding (RIM): Injects low-viscosity reactive materials into molds for chemical curing, suitable for large, lightweight, impact-resistant parts.
Metal Injection Molding (MIM): Injects metal powder mixed with binder, followed by sintering, to produce high-precision, small, complex metal components.
What Are the Common Types of Injection Molding?
There are several injection molding methods, each designed for different materials, part complexity, and production requirements. The following are common types of injection molding:
| Type | Description | Typical Applications |
|---|---|---|
| Standard Injection Molding | The most widely used method, injecting molten plastic into a single mold cavity | Household appliances, consumer electronics, everyday plastic parts |
| Multi-Shot / Two-Shot Molding | Uses two or more materials or colors in a single part | Smartphone cases, automotive buttons, medical device components |
| Overmolding | Covers a hard substrate with a soft material to improve functionality or grip | Tool handles, sports equipment, electronic device protection |
| Insert Molding | Encases metal or other inserts within the plastic during molding | Metal-plastic components, electrical connectors, automotive parts |
| Micro Injection Molding | Produces very small, highly precise parts, usually at the millimeter scale | Medical micro-components, miniature electronic parts |
What are the advantages of injection molding?
High production efficiency: Once molds and processes stabilize, it enables high-speed, continuous batch production with short cycle times, making it suitable for large-scale manufacturing.
Excellent product consistency and high precision: It reliably controls dimensional tolerances, ensuring uniformity in part assembly and functionality.
Strong material adaptability: Compatible with various thermoplastics and elastomers, and can meet strength, appearance, or functional requirements through additives.
Complex structure molding: Enables single-step production of intricate geometries and fine features, reducing secondary processing and enhancing design freedom.
High material utilization with minimal waste: Runner and gate materials are recyclable, contributing to overall process efficiency.
Superior surface quality: Produces smooth finished surfaces with in-mold texturing and marking capabilities, minimizing post-processing requirements.
Suitable for automation and high-volume production: Easily integrates with robotic arms and automated systems, with unit costs decreasing as production volume increases.
What are the disadvantages of injection molding?
Not suitable for small-batch production: High investment in molds and related tooling makes it economically viable only when sufficient volume is achieved to spread costs.
Long lead times: Mold design and manufacturing cycles are typically lengthy, resulting in slower overall delivery compared to processes like CNC machining or 3D printing.
High design change costs: Once molds are completed, subsequent design modifications are constrained, with major changes often requiring new mold production.
Part size limitations: Large components require high-tonnage injection molding machines and large molds, significantly increasing manufacturing costs and process complexity.
Stringent design specifications: Parts must meet molding requirements like uniform wall thickness and proper draft angles; complex undercuts increase mold complexity and cost.
Limited material and environmental adaptability: Plastics generally fall short of metals in high-temperature resistance and structural strength. Standard and engineering plastics struggle to withstand prolonged high temperatures or heavy loads, necessitating metal materials for critical load-bearing components.
Environmental and performance degradation concerns: Injection molding generates recyclable waste, but recycled materials exhibit reduced mechanical properties and limited applicability. Certain materials pose environmental risks during processing, requiring additional treatment costs.
When to Use Injection Molding?
High-volume, repetitive production: Ideal for long-term, stable manufacturing of identical parts, with unit costs decreasing significantly with output.
Complex structures and high-dimensional accuracy requirements: Capable of forming intricate geometries, undercuts, and fine details in a single process while maintaining tight tolerances.
High-efficiency manufacturing needs: Features short cycle times, suitable for industries demanding rapid delivery.
Specific material performance requirements: Offers flexible selection of thermoplastics and additives to meet functional specifications.
High aesthetic and surface quality requirements: Directly forms textures and finishes, reducing post-processing.
Highly integrated functional products: Supports multi-material and multi-cavity molding, reducing assembly complexity.
Projects with long-term mass production plans: Mold investment can be amortized over extended production runs.
Lightweight design needs: Suitable for weight-sensitive applications requiring structural strength.
How to quickly determine if injection molding is the right choice?
Consider these three key dimensions:
Select process based on volume: Injection molding excels for medium-to-high volume production.
Volume < 1,000 units: 3D printing (SLA, SLS) is preferable—no tooling required, faster turnaround.
Volume 1,000–10,000 units: Rapid injection molding with aluminum dies offers short lead times and lower costs.
Production volume > 10,000 units: Traditional injection molding with steel molds (e.g., P20, H13) offers the greatest cost advantage.
Design for Manufacturability (DFM) must be thoroughly considered during the design phase: Injection molding imposes high structural design requirements, necessitating early DFM reviews. Simplifying core-pulling structures, standardizing wall thicknesses, and incorporating reasonable draft angles can significantly reduce mold costs, shorten lead times, and minimize mold modification risks.
Select materials rationally based on performance requirements: Material choice should prioritize “meeting requirements” rather than blindly pursuing high performance.
Standard parts: PP, PE – low cost, good processability;
Precision cosmetic parts: ABS, PC – dimensional stability, high surface quality;
Temperature-resistant or load-bearing parts: PA66 + glass fiber, PBT;
Extreme conditions: Consider specialty materials like PEEK, PPS only to avoid unnecessary cost waste.
What are some application examples of injection molding?
Automotive Industry
Injection molding is widely used in automotive lightweighting and the manufacturing of functionally integrated components.
Exterior parts: Bumpers, grilles, headlight housings, mirror housings, etc., commonly utilize PP for impact resistance and weight reduction.
Interior Components: Dashboards, door panels, center consoles, air vents, etc., often utilize ABS or PC/ABS with molded textures to control surface appearance.
Functional and Structural Components: Intake manifolds, sensor brackets, wiring harness connectors, fuel tank caps, etc., frequently employ PA or glass-filled materials to meet temperature resistance and strength requirements.
Electronics and Appliances
Injection molding provides protective enclosures, structural support, and aesthetic forming.
Consumer Electronics: Mobile phones, computers, headphones, charger housings, and keycaps—commonly PC, ABS, PC/ABS.
Home Appliances: TVs, refrigerators, washing machines, air conditioner housings and control panels—emphasizing dimensional accuracy and surface finish.
Electrical Components: Sockets, switches, connectors, relay housings—often PBT, PA, and other insulating materials.
Medical Devices & Consumables
Meets medical product injection molding requirements for precision, cleanliness, and compliance.
Disposables: Syringes, infusion sets, medicine bottles, primarily using PP, PE.
Equipment Components: Medical device housings, probe casings, instrument handles, often selecting PC, ABS.
Diagnostic Consumables: Reagent tubes, petri dishes, PCR tubes, relying on precision injection molding processes.
Household Goods, Packaging & Consumer Products
This sector prioritizes cost control and high-volume production capacity.
Household items & toys: Cups, tableware, storage containers, toys, figurines, etc., commonly using PP, PE, PS.
Food & beverage packaging: Bottle caps, food containers, cosmetic containers, etc., meeting food-grade and sanitary standards.
Stationery & electronic accessories: Mouse shells, keyboard housings, pen casings, etc.
Industrial, Engineering, and Construction Applications
Injection-molded parts progressively replace certain metal components for functionality and durability.
Mechanical Components: Gears, valves, pump bodies, bearings, guide rails, etc., commonly using PA, POM.
Packaging and Handling Components: Reels, spools, cable drums, cable guides, etc., for automation and logistics systems.
Building and Sanitary Fixtures: Pipe fittings, sealing strips, decorative elements, commonly using PVC, PPR.
Furniture Components: Chair bases, armrests, decorative trims, etc.
High-End and Specialized Applications
Aerospace and Unmanned Systems: Cabin interiors, drone housings, etc., utilizing high-performance engineering plastics like PEEK and PEI.
Low-Pressure Injection Molding Applications: Electronic component encapsulation, waterproof seals (e.g., for PCBs, wiring harnesses, sensors, LED fixtures), molded under low temperature and pressure to protect sensitive components.
Conclusion
Injection molding is a highly specialized process demanding precision equipment, suitable for diverse applications. This article provides a step-by-step introduction to injection molding, focusing on common types of injection molding processes. If you have injection molding requirements or technical inquiries, contact us immediately to obtain reliable, cost-effective solutions for producing high-quality plastic parts. Huashuo engineering team possesses extensive skills and experience to help you manufacture premium injection-molded products while optimizing processes to enhance production efficiency and reduce costs.

Felix Lu
Senior DFM Expert · Huashuo Molding
Industry Exp.
Projects
DFM Optimization
Felix Lu has 16+ years of experience in mold manufacturing, DFM, and mass production, with a strong commitment to sharing advanced technologies and practical industry insights.