Shrinkage in injection molding is one of the primary causes of dimensional deviations and warping in plastic parts. Understanding what causes shrinkage in injection molding is key for product manufacturing. This article analyzes the causes of shrinkage from material, process, and mold design perspectives, and provides engineering-level solutions.
What is Injection Molding Shrinkage?
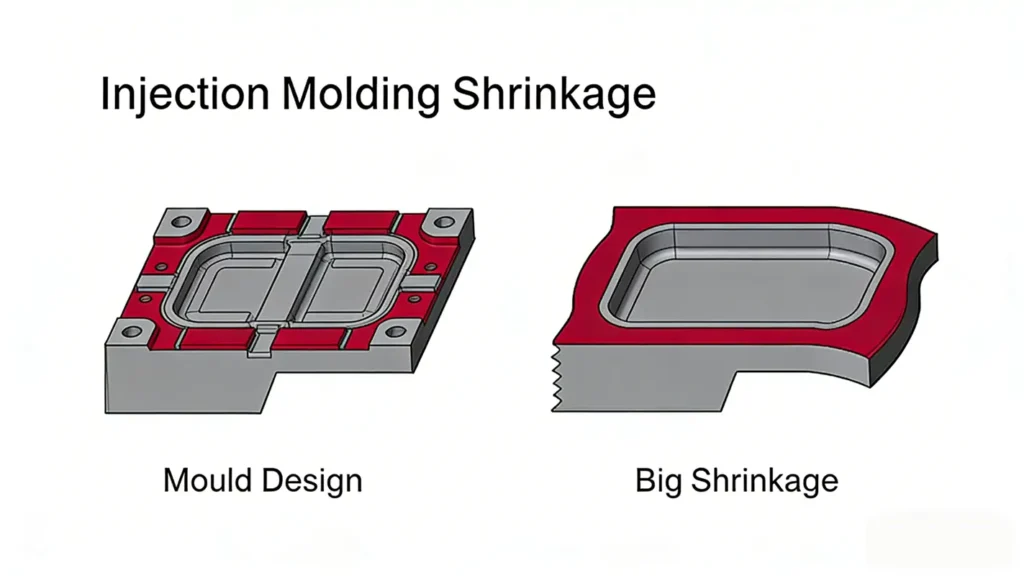
Injection molding shrinkage refers to the dimensional reduction that occurs as plastic parts cool from mold temperature to room temperature. When plastic transitions from a molten state to a solid state, molecular chains rearrange and density increases, resulting in volumetric shrinkage. This is an inherent physical characteristic of thermoplastic materials.
If you are interested in the basic principles, process, types, and advantages of injection molding, please refer to our detailed article: What Is Injection Moulding? Principles, Process, Types, Advantages, Materials
What causes shrinkage in injection molding?
Injection molding shrinkage causes fundamentally results from volume reduction and molecular restructuring during polymer cooling and solidification. Material type, process conditions, mold design, and part geometry all influence shrinkage behavior.
Material Factors
Differences in molecular structure and crystallinity among plastics lead to significant variations in shrinkage rates.

Common Shrinkage Rate Ranges for Injection Molding Materials
| Material | Typical Linear Shrinkage (%) |
| ABS | 0.4 – 0.7 |
| PP | 1.0 – 2.5 |
| HDPE | 1.5 – 3.0 |
| Nylon (PA) | 1.0 – 2.0 |
| PC | 0.5 – 0.7 |
| POM | 1.5 – 2.5 |
Differences Between Crystalline and Amorphous Plastics
Crystalline plastics (PP, PE, PA) undergo crystallization shrinkage during cooling, resulting in greater dimensional changes.
Amorphous plastics (ABS, PC) primarily experience thermal shrinkage, offering better dimensional stability and suitability for precision injection molding.
Differences in Shrinkage Rates Due to Location
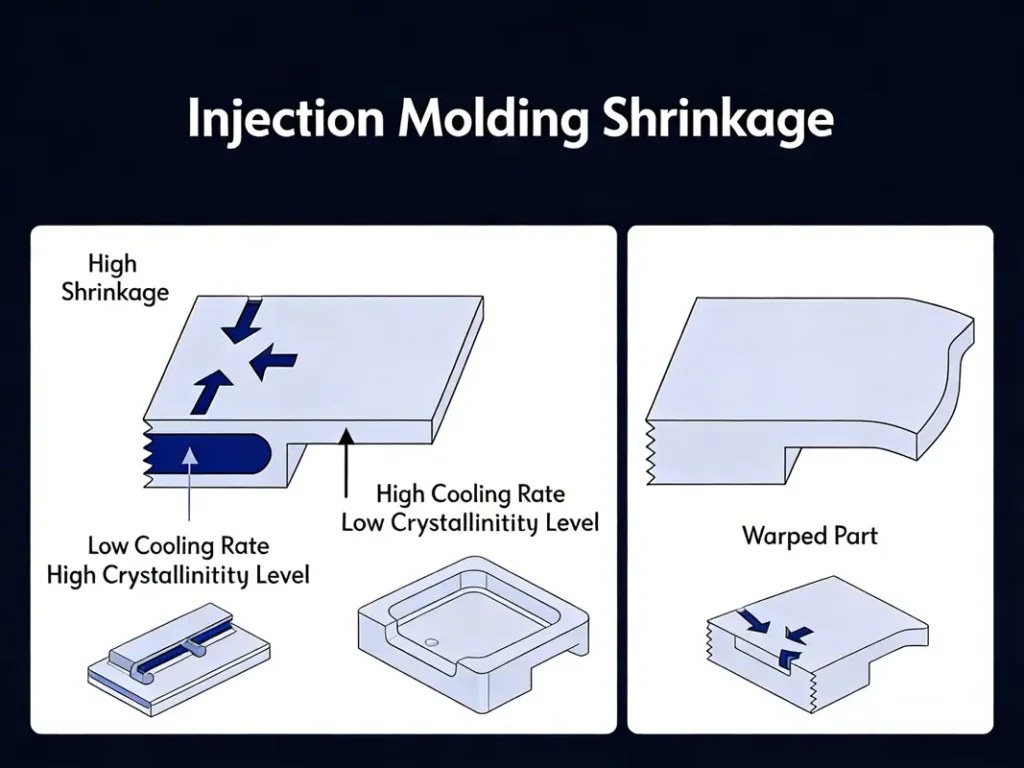
Regional shrinkage variation: Areas near and far from the gate exhibit different shrinkage rates, with thick-walled regions typically shrinking more.
Shrinkage variation in thickness direction: Different cooling conditions on the upper and lower surfaces of the part cause inconsistent shrinkage in plastic molding between thick and thin sides, leading to warping.
Directional shrinkage variation: Molecular chain or fiber orientation affects shrinkage. Amorphous materials shrink more along the flow direction, while semi-crystalline materials shrink more perpendicular to the flow direction.
In-plane vs. Thickness Direction Differences: Mold constraints cause greater thickness-direction shrinkage than in surface planes, particularly noticeable at corners and thick-walled areas.

Process Parameter Factors
Hold Pressure and Time: Higher hold pressure and sufficient hold time compensate for material volume shrinkage, reducing final shrinkage rates.
Mold Temperature: Higher mold temperatures increase crystallinity, raising shrinkage rates but improving surface quality.
Cooling time: Insufficient cooling causes post-shrinkage, affecting dimensional stability.
Mold design factors
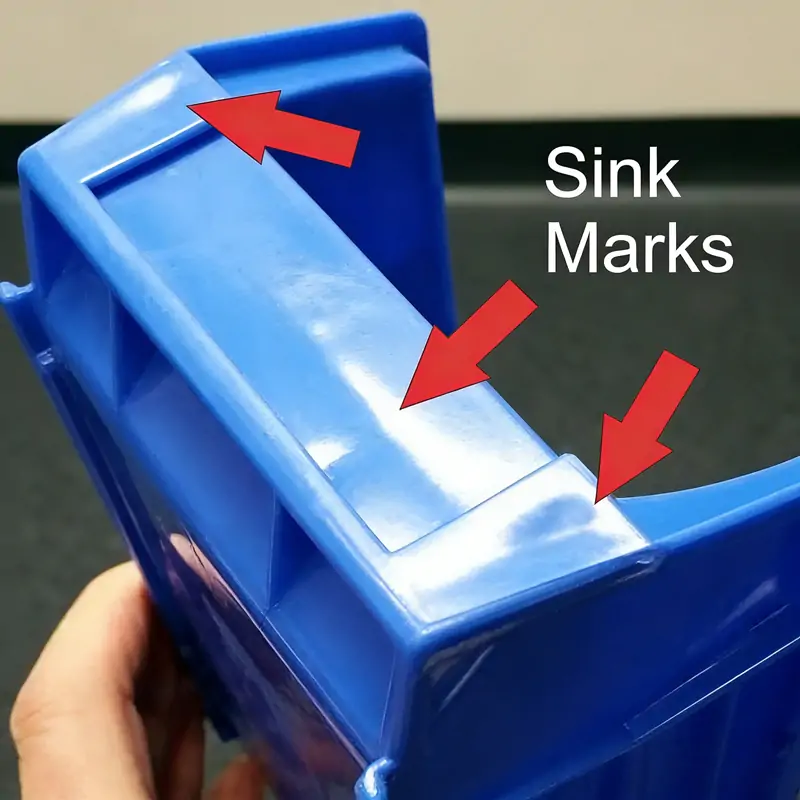
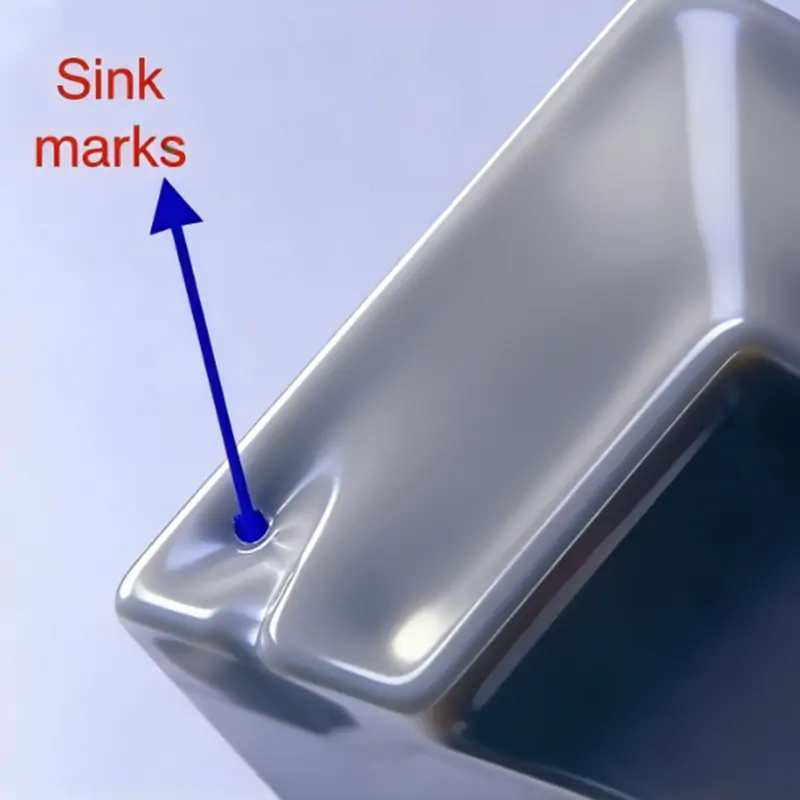
Gate design: Undersized gates restrict material flow, leading to localized shrinkage in plastic molding and sink marks.
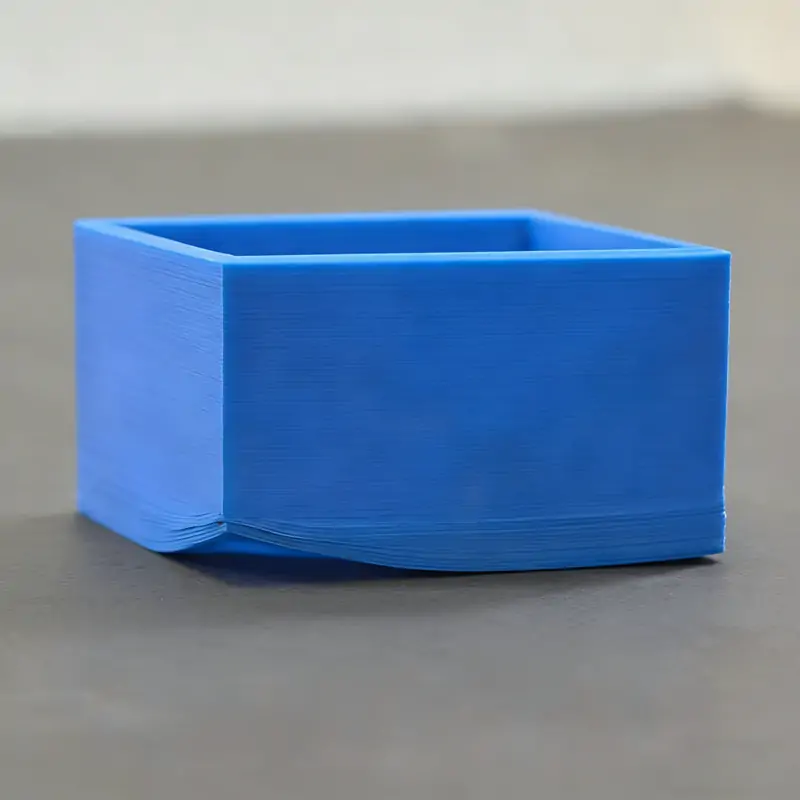
Wall thickness variation: Uneven wall thickness causes inconsistent cooling rates, resulting in differential shrinkage and warpage.
Cooling system layout: Improper cooling channel design creates localized overheating zones, causing dimensional instability.
Impact of Shrinkage on Products
Dimensional Deviation: Shrinkage directly affects part dimensional accuracy, making it one of the most critical control metrics in precision injection molding.
Warpage and Deformation: Uneven shrinkage causes uneven internal stress distribution, leading to warping.
Assembly Issues: Excessive shrinkage may cause assembly interference or looseness, increasing rework costs.
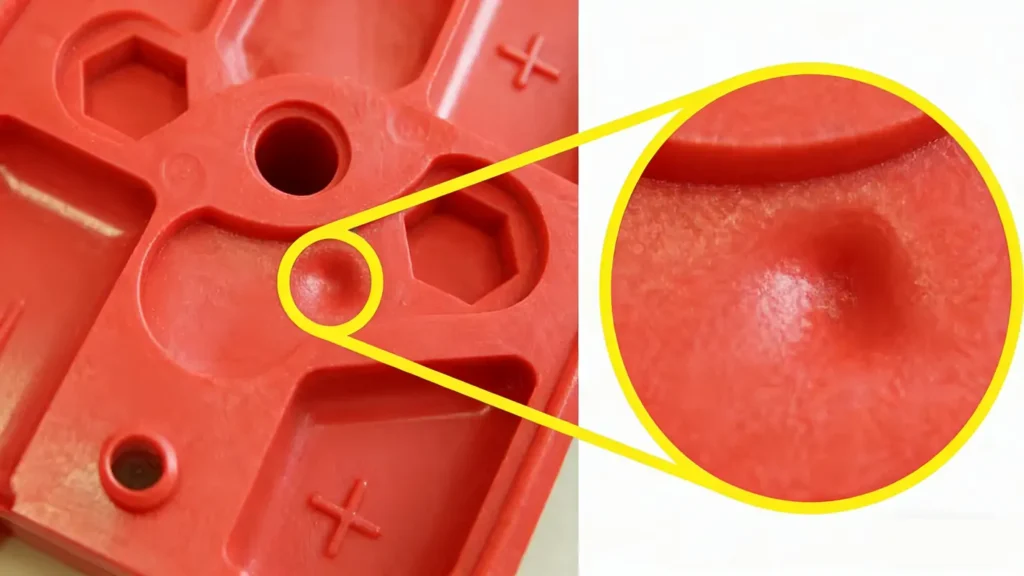
Surface Defects: Shrinkage in plastic molding also causes surface defects such as sink marks and surface depressions.
how to reduce injection molding shrinkage?
How to reduce injection molding shrinkage depends on proper material selection, optimized process parameters, and well-designed molds.
Optimize Material Selection
Selecting appropriate materials is the first step in controlling injection shrinkage. Generally, amorphous plastics (e.g., ABS, PC) exhibit lower shrinkage rates, while semi-crystalline materials (e.g., PP, PE, PA) have higher shrinkage rates.
For projects demanding high dimensional stability, prioritize low-shrinkage materials or use reinforced modified materials containing glass fiber or mineral fillers.
Optimizing Process Parameters
Increasing holding pressure and extending holding time compensates for volumetric shrinkage during cooling, thereby reducing dimensional deviations.
Properly controlling mold temperature and cooling time minimizes uneven crystallization and internal stresses, preventing localized excessive shrinkage.
Improving Mold Design
Appropriate gate size and placement ensure uniform melt filling and effective pressure compensation, reducing density variations.
Additionally, uniform wall thickness design helps prevent differential shrinkage caused by cooling rate variations between thick and thin sections.
Distinguishing Shrinkage from Warpage
Shrinkage refers to the overall dimensional reduction of plastic parts during cooling, while warpage is shape distortion resulting from uneven shrinkage across different regions or directions. Shrinkage primarily affects dimensional accuracy, whereas warpage mainly impacts part geometry and assembly performance.
Conclusion
Plastic injection molding shrinkage is an unavoidable physical phenomenon during the cooling and solidification of plastic materials. In practical engineering, precise shrinkage control requires coordinated optimization across three areas: material selection, process optimization, and mold design.
Professional injection molding manufacturers can assist you in systematically optimizing everything from material selection and mold design to process parameters. If you encounter injection shrinkage issues in your project, contact us for customized injection molding solutions and a free engineering assessment.

Felix Lu
Senior DFM Expert · Huashuo Molding
Industry Exp.
Projects
DFM Optimization
Felix Lu has 16+ years of experience in mold manufacturing, DFM, and mass production, with a strong commitment to sharing advanced technologies and practical industry insights.