Flash in injection molding is one of the most common and costly defects in plastic part production. It not only affects product appearance but can also lead to dimensional deviations, assembly issues, and additional post-processing costs.
This article explains how to reduce flash in injection moulding, including its definition, main causes, and practical solutions for improving part quality and reducing manufacturing costs.

What is Injection Molding?
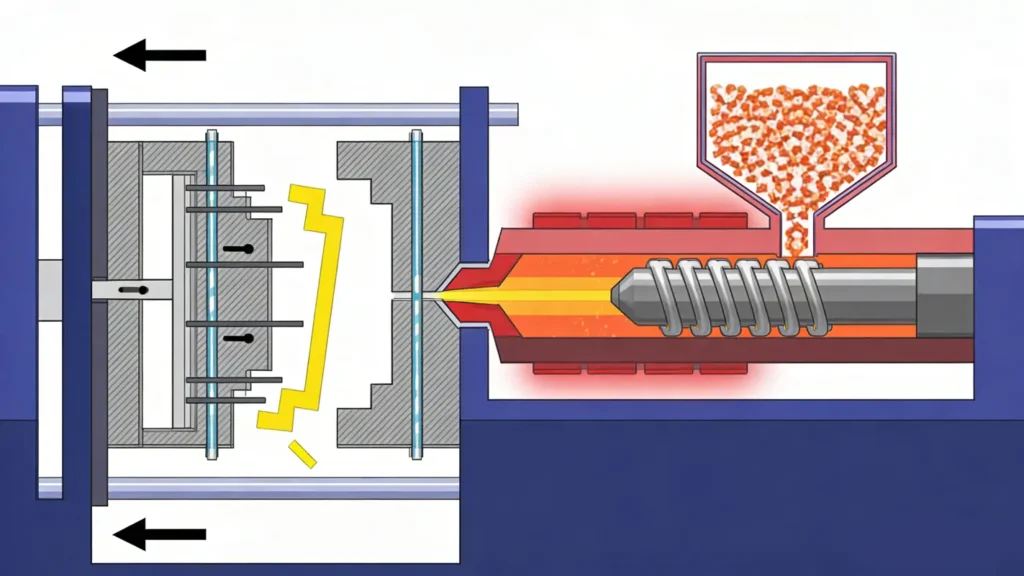
Injection molding is a manufacturing process that injects molten plastic into a mold cavity and cools it into shape. It is widely used in consumer electronics, automotive, medical, and industrial equipment sectors. Its advantages include high precision and efficiency, making it particularly suitable for high-volume production.
For a detailed understanding of injection moulding, read: What Is Injection Moulding? Principles, Process, Types, Advantages, Materials
Basic Process Flow of Injection Molding
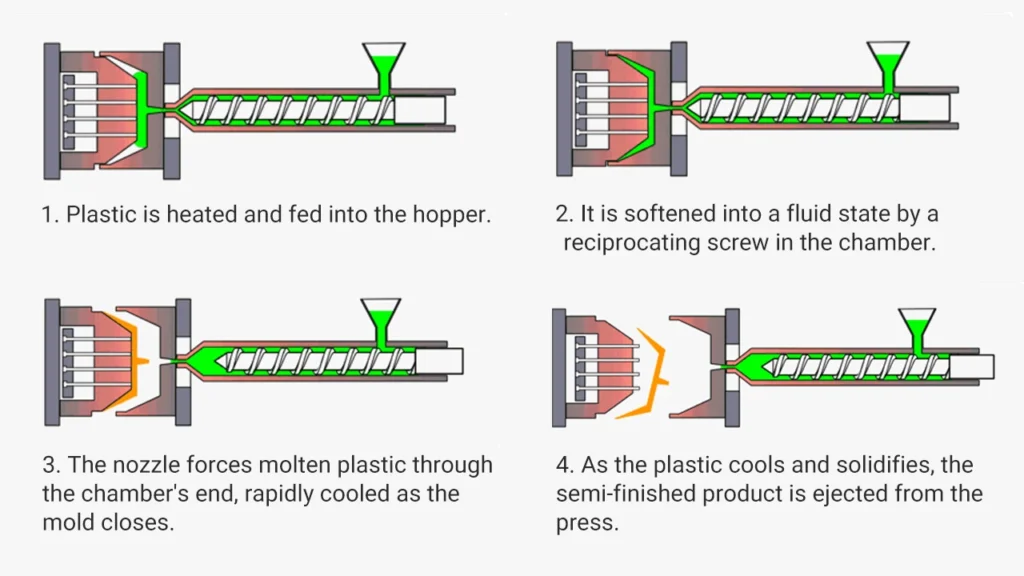
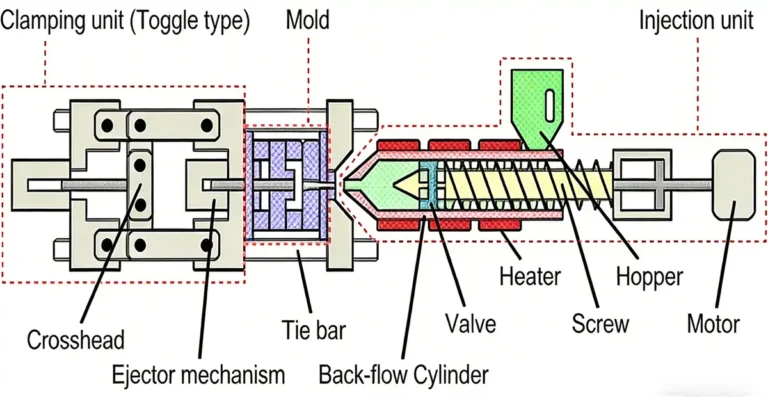
Injection moulding typically involves the following steps:
Plasterization: Plastic pellets are heated and melted within the barrel
Injection: Molten plastic is injected into the mold cavity under high pressure
Pressure Holding: Compensates for material shrinkage to ensure dimensional stability
Cooling: Plastic solidifies and achieves ejection strength
Ejection: Molded part is ejected from the mold
For more information, read: What are the 5 Steps of Injection Molding?
What are the common defects in injection molding?


What is Injection Molding flash?
Definition of injection molding flash
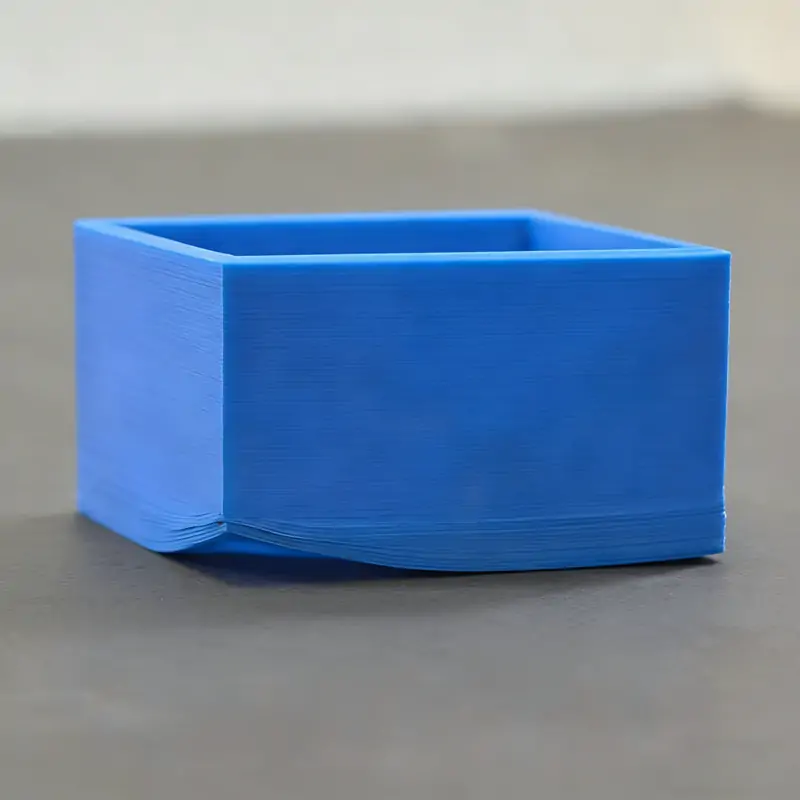
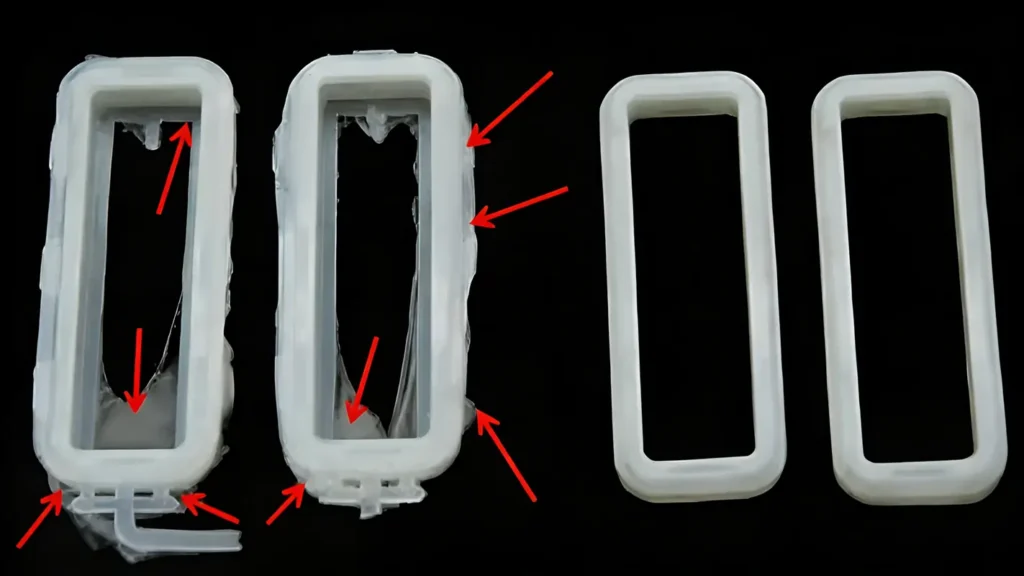
Injection molding flash refers to thin, sheet-like excess material formed when molten plastic overflows from mold gaps onto part edges. This defect typically occurs near mold parting lines or moving components and is also called overflow or burr.
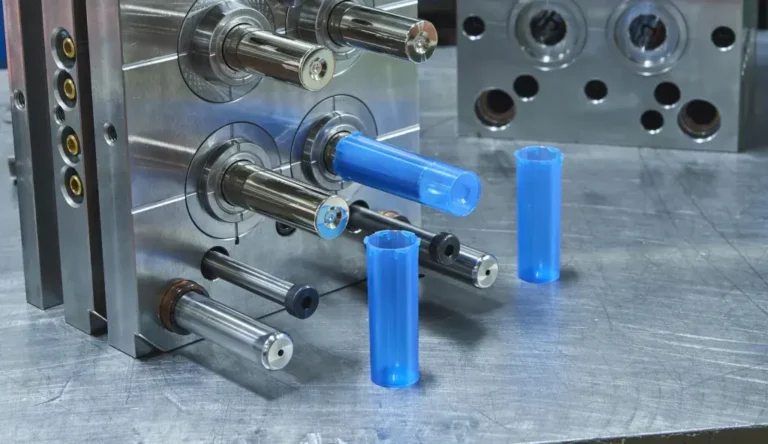
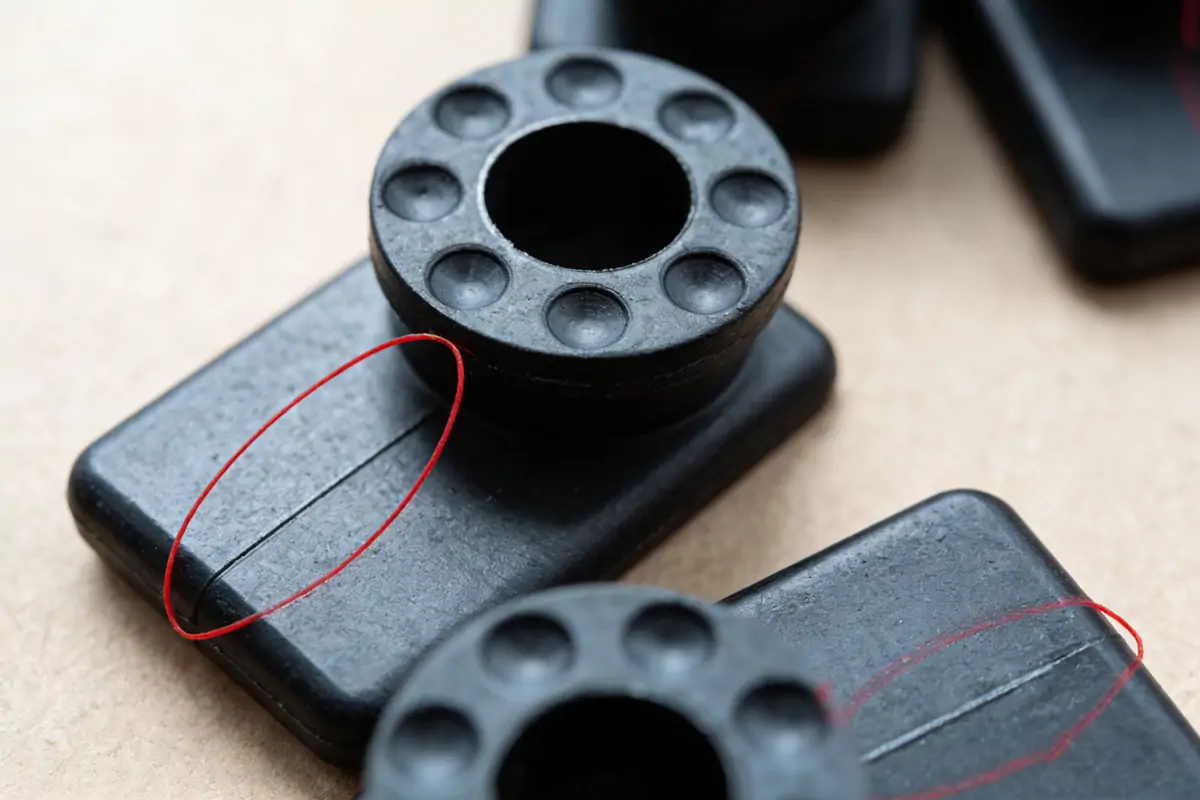
Common Locations of Flash
Flash frequently occurs at: parting lines, ejector pin holes, contact surfaces between slides and inserts, and near gates.
Impact of Flash on Products
Common effects include: cosmetic defects, poor dimensional accuracy, assembly issues, safety hazards (e.g., sharp edges), and increased secondary processing costs.
Primary Causes of Flash in Injection Molding
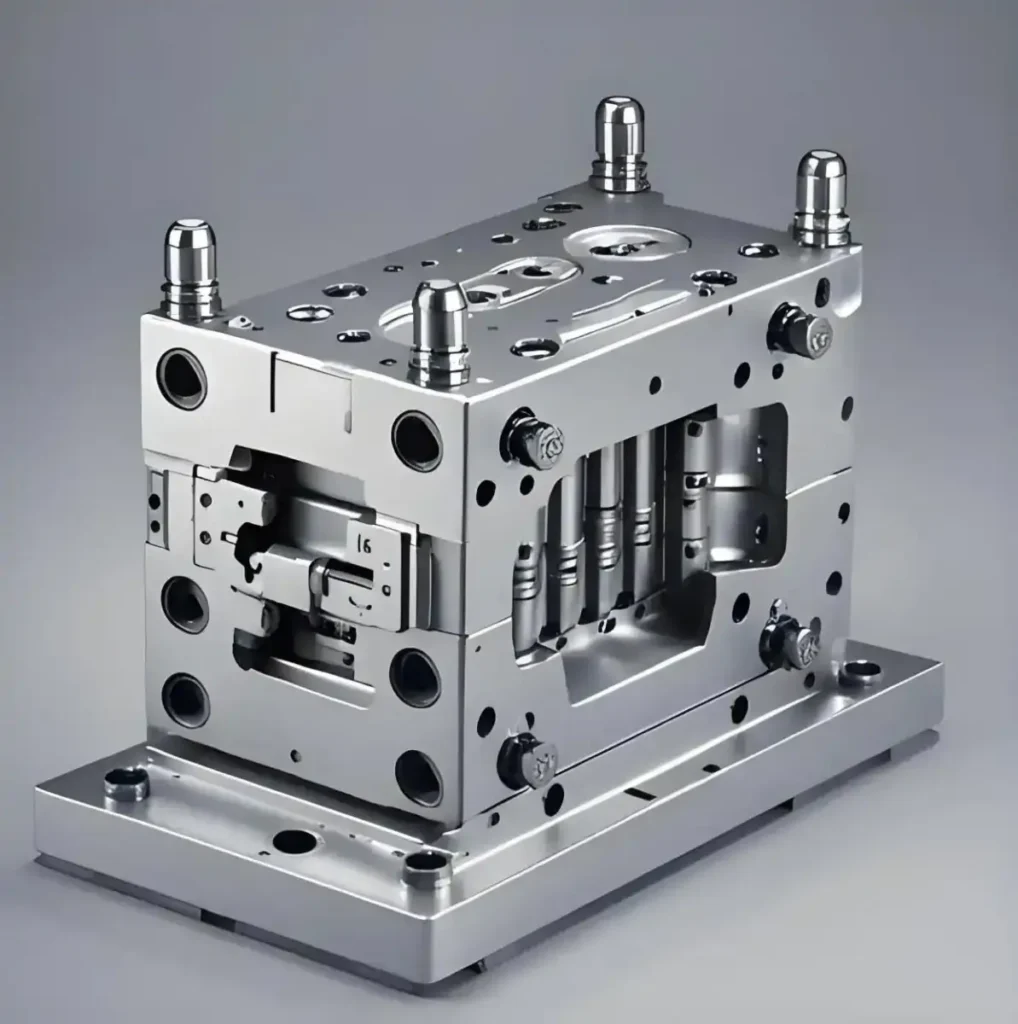
Mold-Related Causes
Mold design and manufacturing are among the most critical factors affecting flash. Specific causes include:
- Excessive parting line gap
- Mold wear or deformation
- Insufficient machining precision
- Inadequate mold support rigidity
Insufficient mold precision and rigidity can cause the mold to open slightly under high injection pressure, resulting in flash.
Process Parameter Causes
- Excessive injection pressure
- Excessively high injection speed
- Excessive holding pressure or time
- Excessively high mold or melt temperature
Excessive pressure and temperature increase the flowability of molten plastic, causing it to overflow from mold gaps and form flash.

Material Factors
- High-flow resin (low-viscosity material)
- Excessive recycled material ratio
- Insufficient drying of hygroscopic materials
Equipment Factors
- Insufficient clamping force
- Inadequate injection molding machine precision
- Equipment aging or poor maintenance
How to Reduce Flash in Injection Moulding?
Reducing injection molding flash typically requires systematic adjustments across process parameters, mold condition, and material temperature. In actual production, prioritizing injection pressure reduction as the adjustment method is recommended, while simultaneously evaluating mold structure and wear.
Reduce Injection Pressure
Lowering injection pressure is often the most direct and rapid adjustment method to eliminate flash. Excessive injection pressure causes molten plastic to overflow at mold parting lines and insert gaps, forming flash.
When reducing injection pressure, note that excessively low pressure may cause short shots. Pressure should be decreased incrementally while monitoring fill integrity, with each adjustment limited to 5%–10%.
Lowering Mold Temperature
Reducing mold temperature decreases material flowability, thereby lowering the risk of flash. However, the response speed of this method depends on the mold’s cooling system design. Efficient cooling channels enable rapid temperature adjustments, while inefficient ones result in slower responses.
Therefore, optimize the mold cooling channel layout and use a temperature controller for precise temperature regulation to prevent dimensional instability caused by temperature fluctuations.
Lowering Resin Melt Temperature
Reducing melt temperature increases material viscosity, thereby diminishing overflow tendencies. This effect is more pronounced for highly filled materials.
However, excessively low temperatures may cause short shots or degraded weld line quality. When lowering melt temperature, adjust the barrel temperature range incrementally. During process optimization, synchronize adjustments to injection pressure and temperature.
Inspect mold damage in flash areas
Flash is not solely a process issue; mold damage is a fundamental cause of persistent flash.
Common causes of parting line defects:
- Foreign objects trapped during mold closure
- Long-term neglect of parting line cleaning
- Fatigue at the parting line caused by high-frequency, high-pressure molding
- Localized stress concentration due to improper mold assembly
Although plastic is significantly softer than mold steel, it can still damage the parting line under high injection pressure, creating micro-pits or burr points that lead to persistent flash.
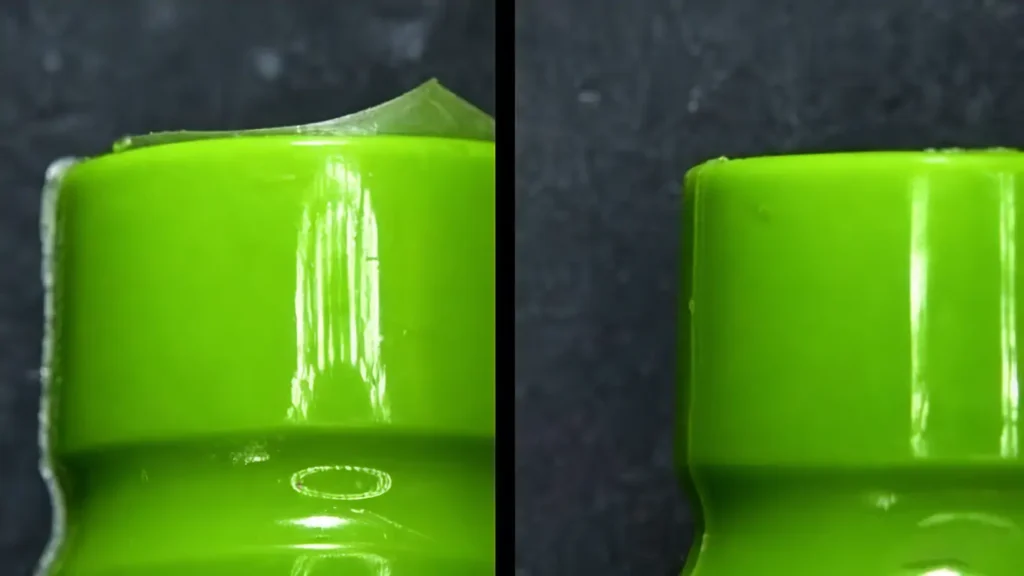
Mold parting line repair methods
Minor damage: Precision grinding on a surface grinder can remove burr points and restore the sealing surface.
Moderate indentations: Fill with TIG welding or re-machine while restoring venting structures.
Severe damage: Replace mold inserts entirely.
Engineering Principles for Process Adjustments
In production, parameter adjustments must adhere to standard scientific injection molding practices:
- Adjust only one parameter at a time
- Conduct multiple test shots after each adjustment
- Apply moderate adjustment increments to avoid overcompensation
- Document parameter changes and quality outcomes to build a process database
Conclusion
Injection molding flash primarily results from mold clearance issues, improper process parameters, excessive material flowability, or insufficient clamping force. While reducing injection pressure and temperature can quickly alleviate flash problems, long-term control relies on high-precision mold design, regular mold maintenance, and scientific process control methods.
Selecting an experienced supplier can resolve these issues. We have an experienced engineering team. If you have any questions related to injection molding, please consult us.

Felix Lu
Senior DFM Expert · Huashuo Molding
Industry Exp.
Projects
DFM Optimization
Felix Lu has 16+ years of experience in mold manufacturing, DFM, and mass production, with a strong commitment to sharing advanced technologies and practical industry insights.