In injection molding, injection volume refers to the volume of plastic material injected into the mold per cycle. Accurate calculation of injection volume ensures production quality and efficiency. Understanding injection volume is crucial for part design and process optimization.
In this guide, we will explain in detail how to calculate injection volume in injection molding, its role, discuss key factors affecting injection volume, and describe the steps and methods for calculation, as well as how to apply injection volume in actual production.
What is Injection Volume in Injection Molding?
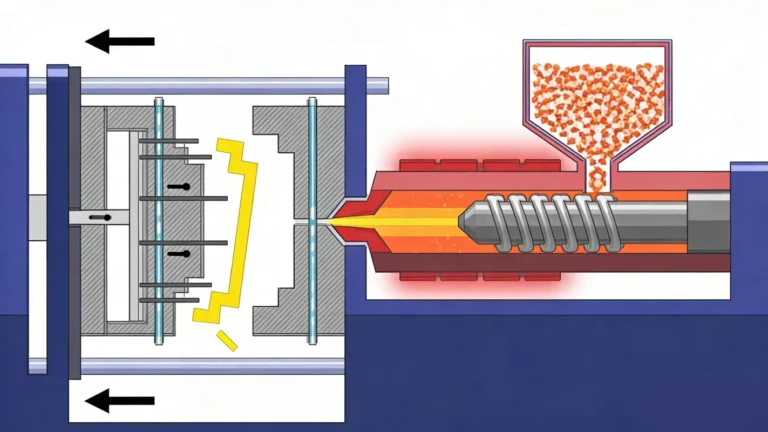
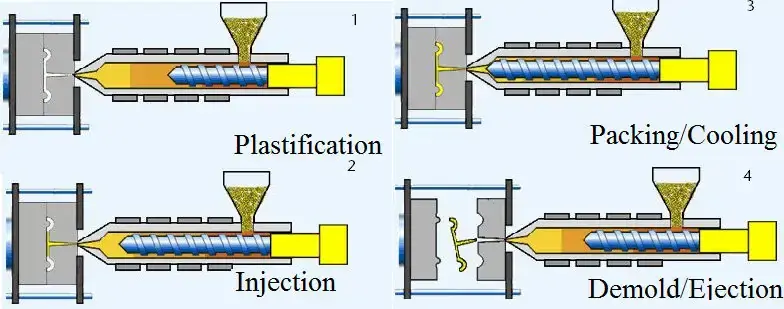
Injection molding is a manufacturing process that produces various parts and products from plastic or metal. In industrial production, thermoplastic materials are typically melted and injected into a closed mold under controlled pressure and temperature, solidifying the part into its final shape.
Injection molding can utilize multiple thermoplastic materials, with each material selected based on its mechanical properties, appearance, cost, and application requirements. Materials suitable for injection molding include ABS plastic, PP , PE, PC, and others.
The injection volume in injection molding refers to the maximum amount of molten material that can be injected into the mold cavity during a single injection cycle of the injection molding machine. It is a core parameter for measuring the processing capacity of the injection molding machine, directly determining the maximum size and weight of the moldable product.

Classification of Injection Volume
Theoretical Injection Volume
National Standard GB/T 12783—1991 defines theoretical injection volume as the maximum amount of plasticized melt that the injection unit can extrude during one full screw stroke, typically expressed in volume (cm³).
Calculation formula: QL = πD²S/4 (where D is screw diameter and S is maximum screw stroke).
Actual Injection Volume
Due to factors such as screw-barrel clearance, melt backflow, and cooling shrinkage, the actual injection volume is less than the theoretical value and requires correction by the coefficient K:
When a check valve is present at the screw head: K = 0.9
When considering only melt backflow: K = 0.97
Actual Injection Volume = K × Theoretical Injection Volume.
Why Injection Volume is Critical in Injection Molding
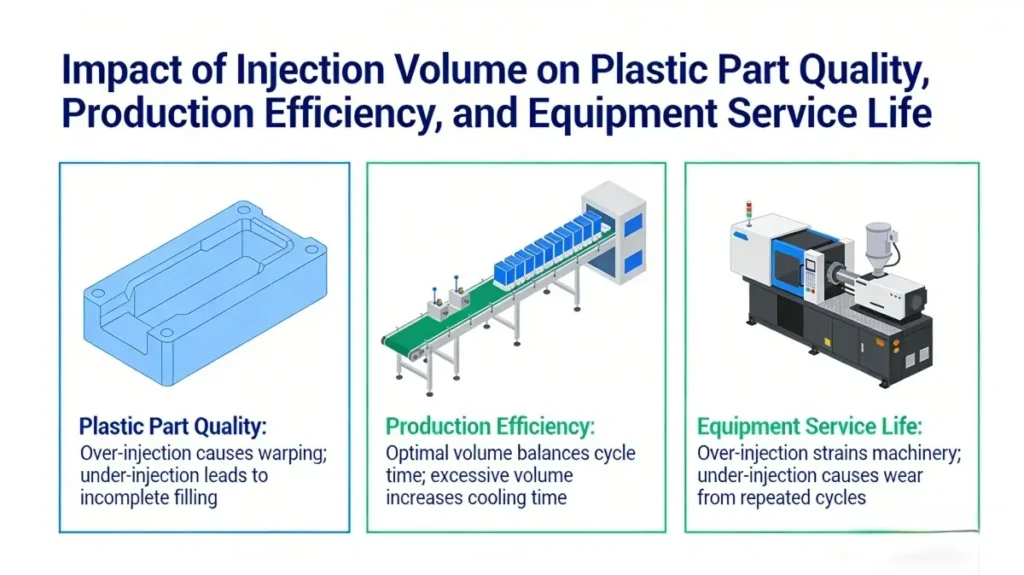
In injection molding, injection volume is a fundamental parameter determining whether plastic parts can be fully formed. Its role primarily impacts part quality, production efficiency, and equipment lifespan:
1. Plasticization Quality
Excessive injection volume causes residual melt in the barrel to thermally decompose, producing carbonized material or bubbles that impair part mechanical properties. Insufficient injection volume results in incomplete plasticization, potentially causing defects like cold spots or layer separation.
2. Production Efficiency
Excessive injection volume prolongs pre-plastication time, increasing cycle time; insufficient volume may require multiple injections, reducing efficiency.
3. Equipment Lifespan
Equipment Protection: Exceeding the machine’s maximum capacity may overload the screw or damage the barrel; Insufficient injection volume may cause screw wear due to dry firing.
Mold Protection: Unstable injection volume can cause fluctuations in cavity pressure, potentially leading to long-term cavity deformation or wear.
Key Factors Affecting Injection Volume Calculation
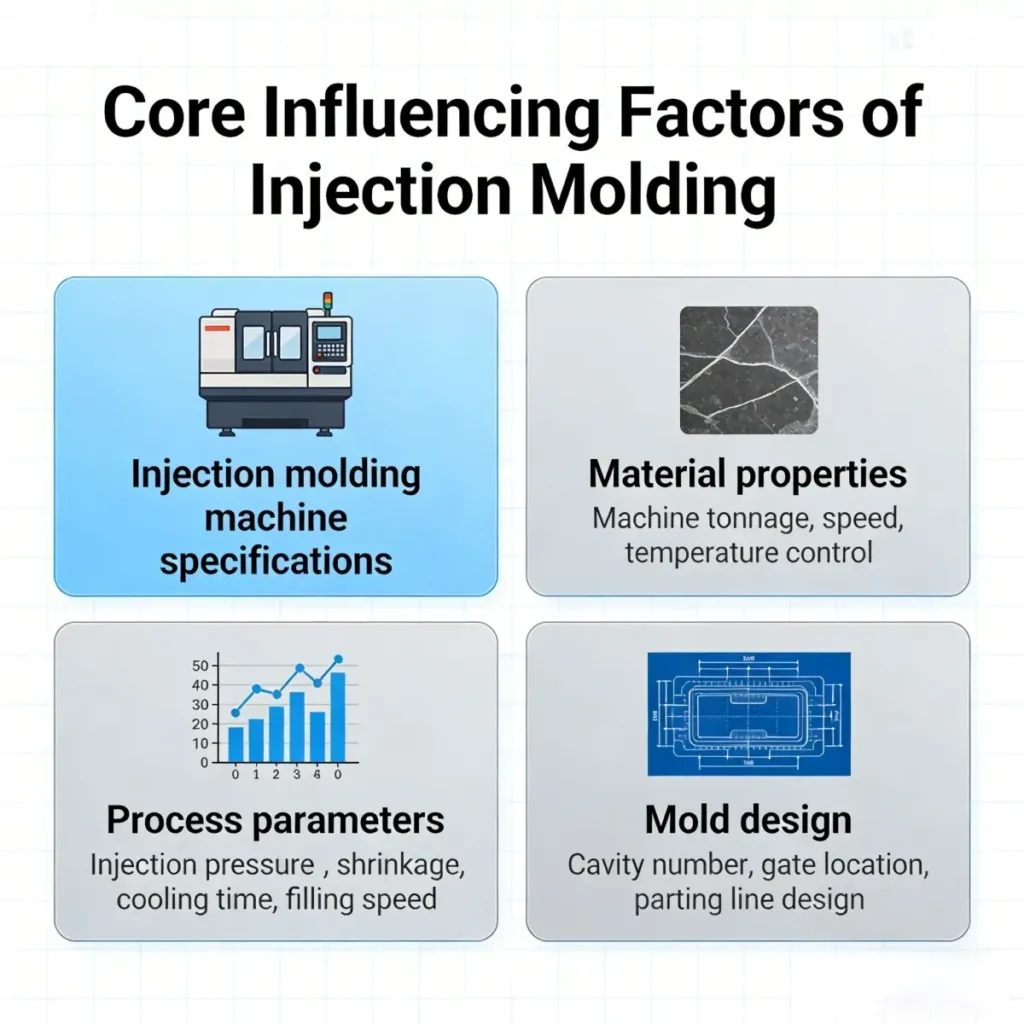
The accuracy of how to calculate injection volume in injection molding directly impacts product quality and production efficiency. It requires comprehensive consideration of four dimensions: equipment parameters, material properties, process conditions, and mold design. Core influencing factors include: injection molding machine specifications, material properties, process parameters, and mold design.
1. Injection Molding Machine Specifications
As mentioned earlier, due to melt backflow and leakage, the actual injection volume requires multiplying the theoretical injection volume by a correction factor. For screws with check valves, K is 0.9; when considering backflow only, K is 0.97.
Clamping force also impacts actual injection volume. Insufficient clamping force may cause melt overflow, reducing the actual injection volume.
2. Material Properties
Melt Density: Melt densities vary significantly across materials and require conversion based on material properties.
Actual Injection Volume (g) = Theoretical Injection Volume (cm³) × Melt Density (g/cm³) × Correction Factor (K)
3. Process Parameters
Actually, how to calculate injection volume in injection molding is influenced by process parameters such as back pressure, injection speed, and holding time.
Back Pressure: Increasing back pressure elevates the melt’s internal pressure and reduces gas content. However, excessively high back pressure causes melt backflow and leakage, reducing actual injection volume.
Injection Speed: Excessively high speed may cause material degradation; excessively low speed lowers melt front temperature and hinders filling. Adjust based on part wall thickness and material flowability.
Hold Pressure Time: Hold pressure must exceed gate solidification time to prevent part shrinkage. Optimize hold time via weighing methods or shrinkage observation.
4. Mold Design
Cavity distribution, gate placement, runner design, and venting systems in mold design also influence how to calculate injection volume in injection molding at the granular level.
Cavities: Multi-cavity molds require balanced melt flow; uneven cavity distribution causes injection volume discrepancies.
Gate and Runner Design: Undersized gates increase flow resistance, causing insufficient filling; excessively long runners lower melt temperature and increase viscosity. Injection molding requires gate dimensions and runner diameters matched to the injection volume for accurate calculation and production.
Ventilation System: Poor venting impedes melt filling. Practical production necessitates venting channels at cavity ends and weld lines.


Step-by-Step Guide: How to Calculate Injection Volume in Injection Molding
In injection molding production, the actual injection volume must be determined by layered consideration of part volume, equipment specifications, material type, and safety margins to meet both machine operating conditions and practical production requirements. The following how to calculate injection volume in injection molding, which applies to single-cavity, multi-cavity, cold-runner, and hot-runner injection molds.
1. Calculate Total Part Volume
Single-part volume is typically derived directly from the CAD model’s volume output.
Total Part Volume = Single Part Volume × Number of Mold Cavities
Even for identical parts, different cavity configurations will affect the injection volume.
2. Add Runner and Gate Volume
In small parts or multi-cavity molds with cold runner systems, runner volume often accounts for 20%–60% of the total injection volume.
Engineering practice typically approximates runner volume using the following formula:
Runner Length × Cross-sectional Area = Runner Volume
Total runner volume = Main runner + Runner branches + Gate
For hot runner systems, plastic is not injected with the product, so runner volume can be ignored—only gate volume needs to be accounted for.
3. Converting Volume to Shot Weight Using Material Density
Theoretical shot weight = Total volume × Material density
Ensure all units are consistent during conversion to avoid errors.
4. Adding buffer and safety margins
To ensure process stability, theoretical shot weight cannot serve as the final injection volume; safety margins must also be considered.
Actual injection volume without safety margins risks uncontrolled end-of-injection pressure, unstable holding pressure, dimensional fluctuations, and short shots. Therefore, factories are typically advised to set actual injection volume at 85%–95% of theoretical requirements, maintaining sufficient safety margins to ensure the screw retains control during the holding pressure phase.
5. Comparing with Machine Injection Capacity
The final step involves comparing the results of how to calculate injection volume in injection molding with the injection molding machine’s capacity.
Industry best practice recommends that the actual injection volume should account for 30%–80% of the machine’s maximum injection capacity to ensure stable injection control and minimize risks. During mold design and equipment selection, prioritize machines with screw diameters matching the material and part weight, and injection capacity with a margin to control risks proactively.
Different Methods for Calculating Injection Volume
Different situations call for different calculation methods for injection volume, which can be determined using pressure, density, screw weight, or material density.
Calculation Using Injection Pressure
Injection Volume = Maximum Injection Volume (cm³) × Maximum Injection Pressure (bar/kg/cm³) / 1000
This method is primarily used for comparing machine performance and is not intended for setting the final injection volume in production.
Calculation Using Material Density
Injection Volume = V (Volume at Maximum Barrel Position) × D (Material Density)
This is the most commonly used method in mold design and injection volume estimation, particularly suitable for production planning.
Calculation Using Screw Weight and Material Density
Volume = Mass / Density
Machine Injection Dimension = 4V / (π*D²) mm
This method is typically used for machine verification and screw stroke evaluation and is not directly applied to production settings.
Common Errors in Injection Volume Calculation
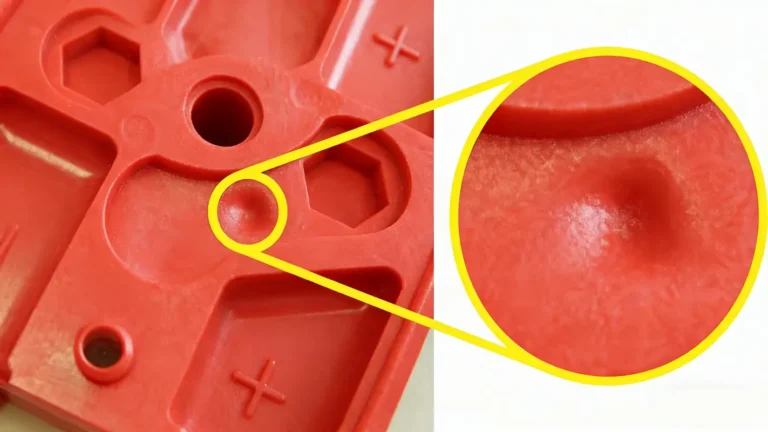
Many engineers encounter this perplexing issue: despite meticulously calculating injection volume using formulas, short shots and fluctuations persist upon machine operation. The root cause lies in these common misconceptions.
1. Equipment Selection
A common factory mistake is focusing solely on the injection molding machine’s maximum capacity while ignoring its effective working range. When actual injection volumes consistently approach the machine’s maximum capacity, insufficient material cushion leads to unstable pressure transfer, failed holding pressure control, and significantly increased dimensional and weight fluctuations, raising mass production risks.
2. Neglecting Cold Runner Material Proportion
In multi-cavity cold runner molds, runner volume is often roughly estimated or entirely ignored. This error leads to insufficient injection volume, unstable filling of distant cavities, and periodic short shots in the machine.
3. Significant Variations in Actual Formulations
When converting shot weight, the actual density and compression characteristics of the material may be affected by variations in glass fiber content, mineral fillers, or recycled material ratios. Ignoring these variations produces calculations that appear numerically correct but fail to achieve stable results on the machine.
4. Compression Safety Margin
For mass production projects, a safety margin is not waste but a necessary cost for stability. Reducing the compression safety margin may temporarily boost material utilization, but it leads to machine pressure sensitivity, dimensional drift, and increased product defect rates.



How Manufacturers Utilize Injection Volume Calculations in Actual Production
Understanding the importance of how to calculate injection volume in injection molding is only the first step. In real production environments, injection volume serves as foundational data throughout equipment selection, mold structure validation, and risk assessment. Precisely because injection volume directly impacts part quality, production efficiency, and equipment lifespan, manufacturers must translate injection volume calculations into actionable engineering guidelines during design and production phases—moving beyond theoretical considerations.
Equipment Selection
In practical injection molding production, how to calculate injection volume in injection molding is first applied to determine equipment selection. Manufacturers choose suitable injection molding machines based on whether the calculated injection volume falls within the machine’s effective operating range. This prevents prolonged operation under high loads, reducing risks of insufficient filling and pressure holding control failures at the source.
Mold Structure Validation
Secondly, injection volume serves as critical data for validating mold structure feasibility. Engineering teams integrate part volume, runner volume, and material properties into calculations to assess the rationality of multi-cavity configurations, runner layouts, or hot runner systems. Necessary structural or design adjustments are completed before mold trials.
Risk Assessment
Finally, during mass production and process modifications, injection volume serves as a reference benchmark for risk assessment. A reasonable injection volume margin helps manufacturers maintain production stability during material changes or parameter window adjustments, mitigating later production risks.
Conclusion
How to calculate injection volume in injection molding is not merely a foundational engineering step—it determines whether molds fill efficiently, machines are properly matched, and mass production remains stable long-term. It serves as the core engineering nexus connecting design, equipment, and process. From part volume calculation to the often-overlooked evaluation of runner volume, through material density conversion and safety margin setting, each step directly impacts final production reliability and product quality consistency.
If you want to know how to choose a custom injection molding service, please click on this article: How to Find Plastic Injection Moulding Service:4 Success Factors

Felix Lu
Senior DFM Expert · Huashuo Molding
Industry Exp.
Projects
DFM Optimization
Felix Lu has 16+ years of experience in mold manufacturing, DFM, and mass production, with a strong commitment to sharing advanced technologies and practical industry insights.