Introduction
Can High-Density Polyethylene Be Injection Molded? The answer is yes. High-density polyethylene (HDPE) is one of the most commonly used materials in injection molding, widely applied in medical, consumer electronics, automotive, and other industries. In practical projects, HDPE is often more suitable for structural and functional parts rather than components requiring extremely high aesthetic standards or assembly precision. This article will introduce you to the fundamentals of HDPE injection molding to help you determine whether your injection-molded products are suitable for HDPE material.
What is HDPE?
HDPE (High-Density Polyethylene) is a thermoplastic material widely used in plastic injection molding. It offers high strength and rigidity, coupled with excellent chemical resistance and extremely low water absorption. Due to its tightly packed molecular structure, HDPE maintains good mechanical properties while keeping material costs low, making it highly suitable for large-scale industrial production.

HDPE Injection Molding Process
In production, HDPE injection molding is typically used for plastic parts requiring high chemical resistance and impact strength but with moderate aesthetic demands. Below are its advantages and disadvantages.
Overview of HDPE Injection Molding Process
HDPE injection molding itself is not complex, with a process flow similar to most thermoplastics:
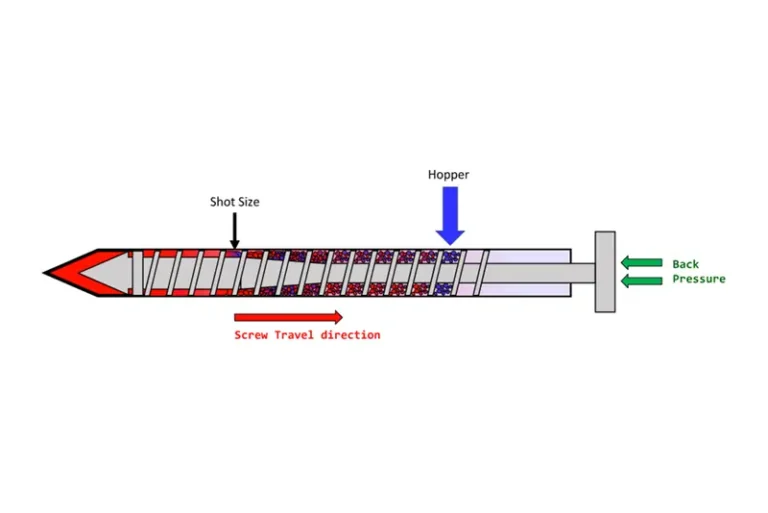
Plasification: HDPE pellets are heated and melted into a uniform melt within the barrel.
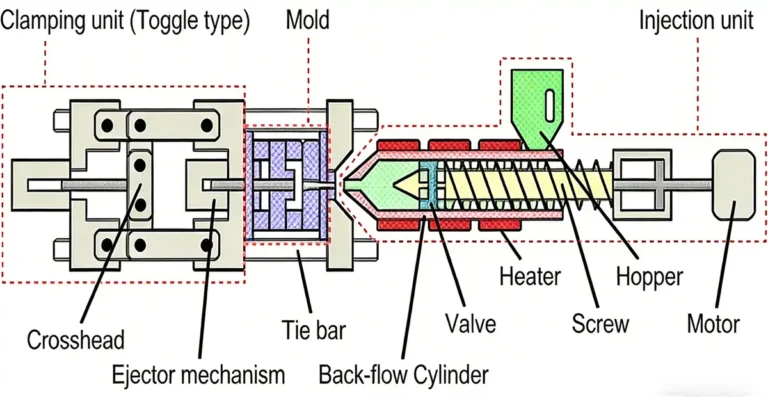
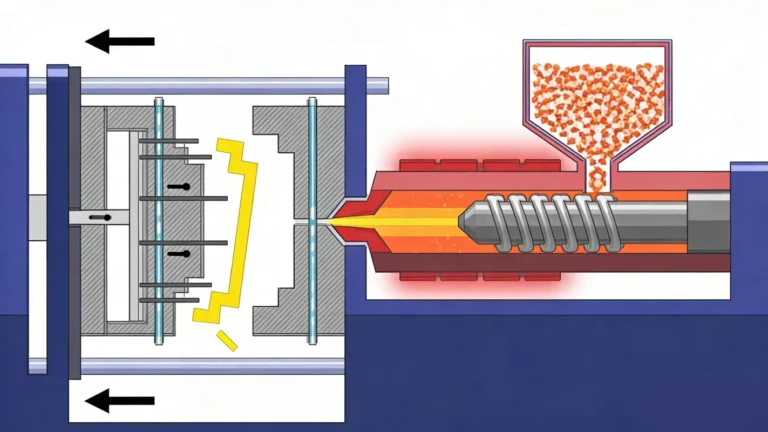
Injection: The melt is forced into the mold under injection pressure and shaped.
Cooling and Demolding: The part is ejected after cooling to sufficient strength.
If you’d like to learn more about the injection molding process, please refer to this article: What are the 5 Steps of Injection Molding?
Advantages of High-Density Polyethylene Injection Molding
- Low Cost: HDPE is one of the most common plastic materials with ample supply, typically costing less than ABS and PA. However, it lacks cost advantages when special additives or food-grade certification is required.
- Excellent Physical Properties: Offers good tensile strength, impact resistance, toughness, and moisture resistance. Durable with relatively lightweight products.
- Superior Chemical Resistance: Withstands various chemicals, including strong acids, alkalis, and certain oxidizing/reducing agents. May be susceptible to mineral oil corrosion.
- Smooth Surface Finish: Suitable for post-processing if high aesthetic standards are not required.
- Suitable for food-grade applications: Complies with food safety standards, being non-toxic and harmless, with excellent chemical resistance. Recyclable, meeting environmental requirements.
Disadvantages of HDPE Injection Molding
- High thermal expansion coefficient: HDPE exhibits significant thermal expansion during production. Components may warp during cooling and shrinkage—the most common issue in practical projects.
- Poor UV resistance: Can be improved through formulation adjustments or adding modified materials, but this increases costs.
- Poor adhesion: HDPE is a low-surface-energy material that is extremely difficult to bond and unsuitable for overmolding.
- Flammable: As a petroleum-based material, HDPE is highly flammable and lacks self-extinguishing properties, continuing to burn once ignited.
- Inexpensive appearance: HDPE surfaces typically exhibit a low-gloss “waxy” finish, incapable of achieving the high-gloss effect of ABS. Not recommended for applications requiring premium aesthetics.
- Prone to stress cracking: Under combined residual stress and chemical exposure, stress cracking risks exist.
Applications of HDPE Injection Molding
High-density polyethylene injection molding is widely used in industrial, automotive, and consumer goods sectors. Below are common injection-molded products.
Industrial Applications

HDPE is extensively used in industrial settings to manufacture long-term load-bearing and high-strength components, including: storage tanks, industrial drums, industrial parts, transport containers, etc., with industrial containers being the most common application.
Automotive Applications

HDPE’s excellent chemical resistance and impact strength make it suitable for automotive components exposed to fluids or vibration, such as fuel tanks, brake fluid and windshield washer fluid reservoirs, cabin compartments, and interior trim parts.
Consumer Applications

HDPE’s high weather resistance and lightweight properties make it ideal for outdoor and everyday products, including: dock and pier components, cutting boards, plumbing fixtures, outdoor cabinets, and plastic parts requiring high modulus and structural stability such as suitcases and storage bins.
Properties of High-Density Polyethylene in Injection Molding
| Category | Property | Typical Range |
| Physical Properties | Density (g/cm³) | 0.94 – 0.97 |
| Molding Shrinkage, Linear (cm/cm) | 0.015 – 0.030 | |
| Rockwell Hardness (R Scale) | 45 – 60 | |
| Mechanical Properties | Tensile Yield Strength (MPa) | 22 – 31 |
| Elongation at Break (%) | 500 – 800 | |
| Flexural Modulus (GPa) | 0.8 – 1.5 | |
| Flexural Yield Strength (MPa) | 25 – 35 | |
| Injection Molding Parameters | Melt Temperature (°C) | 190 – 260 |
| Mold Temperature (°C) | 20 – 60 | |
| Injection Pressure (MPa) | 60 – 120 | |
| Holding Pressure | 50% – 70% of Injection Pressure | |
| Cooling Time (s) | Depends on wall thickness (typically 10 – 40) |
The above parameters are derived from practical experience and are provided for reference only.
Factors to Consider in HDPE Injection Molding Design
Wall Thickness
During HDPE injection molding, wall thickness should be kept as uniform as possible. The recommended minimum wall thickness for high-density polyethylene (HDPE) is typically 0.8–3.2 mm. However, in past HDPE injection projects, parts with wall thicknesses below 1.2 mm are highly prone to warping if mold cooling is uneven. For locally thickened structures, employ smooth transitions between thin and thick walls. Generally, wall thickness transitions should be controlled within approximately 10%–15% of the nominal wall thickness.
Radius
Sharp corners should be avoided in HDPE injection molding. Internal and external corners of parts should be designed with rounded transitions to improve melt flow and reduce stress concentration. Typically, the radius of curvature should be no less than 25% of the wall thickness. Where feasible, an optimal radius of 75% of the wall thickness is recommended.
Draft Angle
Draft angle is the release angle provided on vertical part surfaces to facilitate demolding. HDPE exhibits low friction resistance, so simpler injection-molded parts require relatively minimal draft angles. For more complex HDPE injection-molded parts, a draft angle of approximately 0.5°–1° per side is recommended.
Shrinkage
HDPE injection molding exhibits relatively high shrinkage rates, typically ranging from 1.5% to 3.0%, which may cause warping. Risks should be mitigated through proper wall thickness design and gate placement.
Part Tolerances
Tolerances define the permissible deviation range between actual part dimensions and nominal design dimensions. The following tolerances serve as common reference ranges for injection-molded HDPE parts.
| Part Size Range (mm) | Commercial Tolerance | Tight Tolerance |
| 1 – 20 | ±0.12 mm | ±0.08 mm |
| 21 – 100 | ±0.18 mm | ±0.11 mm |
| 101 – 160 | ±0.35 mm | ±0.20 mm |
In general, the tighter the tolerance requirements, the higher the molding costs.
HDPE Injection Molding Processing Guide
HDPE processing conditions are not solely determined during the part design phase but are also closely related to processing parameters. The following are critical processing parameters during production.
Moisture
High-density polyethylene (HDPE) has low moisture absorption and typically does not require drying under normal storage conditions. If the material surface becomes damp, it should be dried before molding.
Temperature Control
During HDPE injection molding, melt temperature is typically controlled between 190–260 °C, while mold temperature generally ranges from 45–65 °C. Appropriately increasing mold temperature helps reduce internal stress and improve part surface quality.
Injection Pressure
HDPE exhibits good flowability, with injection pressures typically falling within the 60–120 MPa range. Reducing injection pressure minimizes part warpage.
Injection Speed
Due to HDPE’s rapid crystallization rate, thin-walled parts often require high injection speeds to ensure complete filling. For thick-walled structures, moderate injection speeds are recommended.
Holding Pressure and Cooling
Optimal holding time and cooling control reduce shrinkage, internal stress, and dimensional deviations, particularly in thick-walled HDPE parts.
Potential Alternatives to High-Density Polyethylene
In certain injection molding applications where HDPE fails to meet requirements for strength, rigidity, or temperature resistance, consider these alternative materials:
 POM
POM ABS
ABS PP
PP PA
PA
Polypropylene (PP): Offers good chemical resistance and low density, with properties similar to HDPE but slightly higher rigidity and heat resistance. Its lower shrinkage rate makes it more suitable for injection-molded parts requiring dimensional stability and consistent appearance.
Nylon (PA): Offers high strength, wear resistance, and heat resistance, making it suitable for high-load structural components. However, it exhibits high moisture absorption, demanding processing requirements, and typically higher costs than HDPE.
ABS (Acrylonitrile Butadiene Styrene): Provides superior surface appearance and dimensional stability, ideal for parts requiring high aesthetic appeal and assembly precision. Its chemical resistance and weatherability are inferior to HDPE, and it carries relatively higher costs.
Polyoxymethylene (POM / Acetal): Renowned for high rigidity, low friction coefficient, and excellent dimensional stability, commonly used for precision gears and sliding components. However, its impact resistance and chemical resistance are inferior to HDPE.
Low-Density Polyethylene (LDPE): Offers superior flexibility, making it suitable for products requiring flexibility or impact cushioning. However, its rigidity and strength are lower than HDPE, and dimensional stability is weaker.
Linear Low-Density Polyethylene (LLDPE): LLDPE outperforms HDPE in impact resistance and tear strength, making it ideal for applications demanding high toughness. However, it has lower rigidity and limited structural support capability.
If you want to learn more about material applications in injection molding, please read: What Types of Plastic is Used in Injection Moulding?
Conclusion
Overall, HDPE is suitable for injection-molded products where cost is low, structural requirements are well-defined, and appearance is not a primary concern. If you are considering HDPE for injection molding, contact us. Consulting our experienced team can help you avoid costly mold modifications later on. We will provide you with the most professional advice.

Felix Lu
Senior DFM Expert · Huashuo Molding
Industry Exp.
Projects
DFM Optimization
Felix Lu has 16+ years of experience in mold manufacturing, DFM, and mass production, with a strong commitment to sharing advanced technologies and practical industry insights.