Introduction
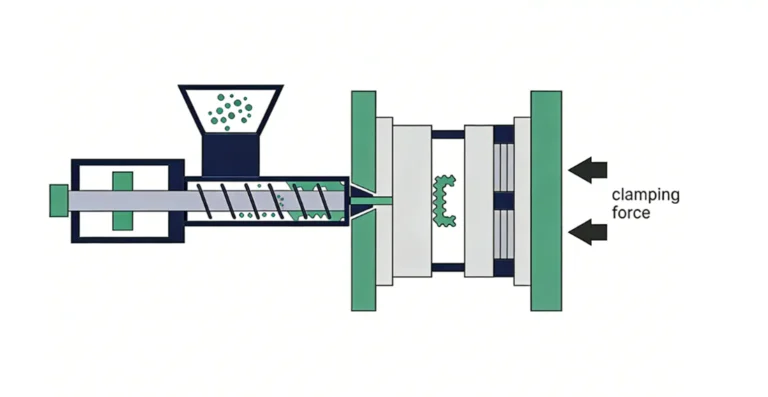
Injection molding is a highly efficient manufacturing process used to produce precise plastic components by injecting molten material into a custom-designed mold cavity. Once the material is cooled and solidified, the finished part is ejected with consistent dimensions, excellent repeatability, and high production efficiency. Because of its ability to produce complex geometries, tight tolerances, and large volumes at relatively low unit cost, injection molding is widely used across industries such as automotive, medical devices, consumer electronics, household products, and industrial equipment.
In injection molding, the quality of the final part is not only determined by the material and mold design, but also by critical elements within the mold system—one of the most important being the gate. The gate is the entry point through which molten plastic flows into the cavity, and its design has a direct impact on how the part fills, cools, and ultimately performs. The types of Gates in Injection Molding can influence flow balance, surface finish, cycle time, and the presence of defects such as weld lines or sink marks.
In this article, we will explore the different types of gates in injection molding, explain how each gate works, discuss their advantages and limitations, and provide practical guidance on how to select the right gate type for your specific application.

What Are Gates in Injection Molding?
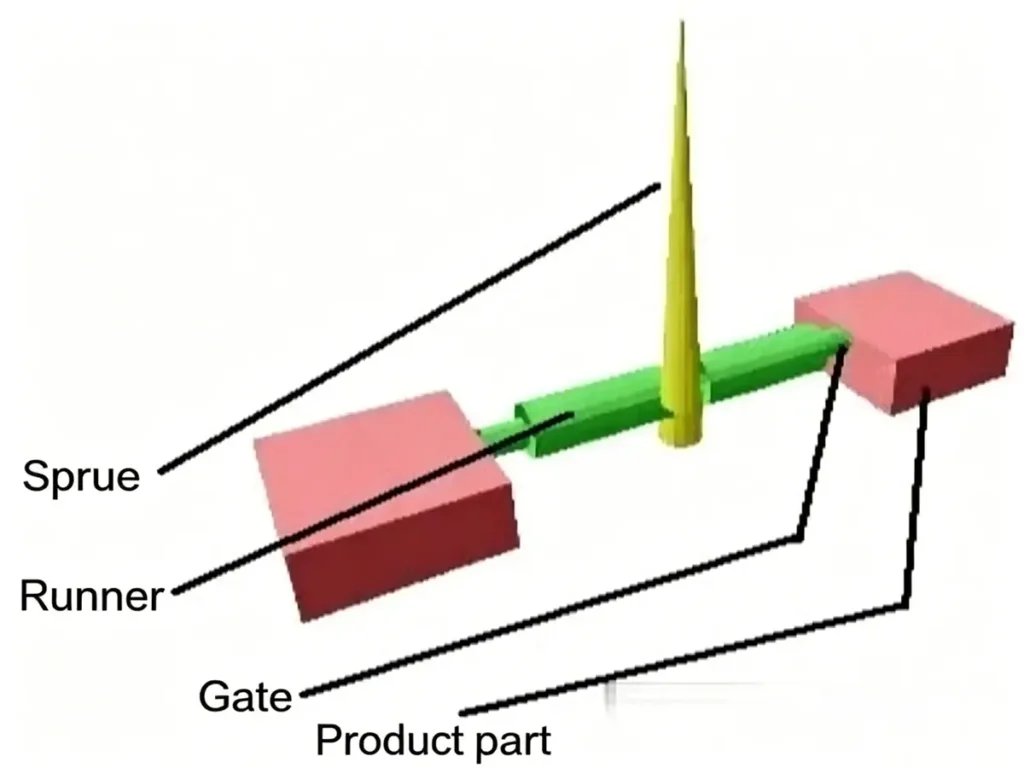
Gates in injection molding are the small openings that connect the runner system to the mold cavity, allowing molten plastic to enter and fill the part during the injection process. They act as the final control point for how material flows into the cavity, making them a critical feature in mold design.
The main function of a gate is to regulate the flow of molten plastic into the mold cavity, ensuring the cavity is filled in a controlled and balanced way. A properly designed gate helps maintain stable filling pressure, reduces flow resistance, and supports efficient production cycles.
Gate design has a direct impact on the final product quality. It influences material flow behavior, surface appearance, and mechanical strength. Poor gate design can lead to defects such as weld lines, sink marks, air traps, or uneven filling, while optimized gate placement improves both aesthetics and structural performance of the molded part.
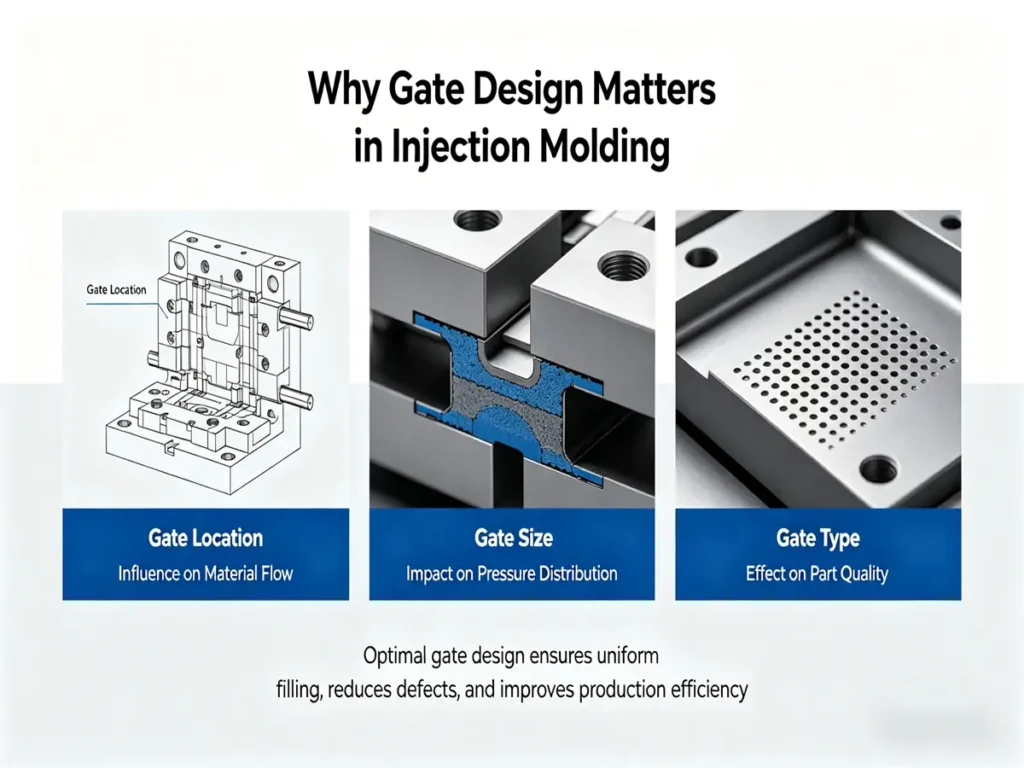
Why Gate Design Matters in Injection Molding ?
Gate design plays a critical role in injection molding because it directly controls how molten plastic enters and fills the mold cavity. A well-designed gate ensures smooth and stable material flow, helping to maintain consistent filling conditions and reduce production issues. It also affects filling balance, ensuring all areas of the cavity are filled evenly; poor balance can lead to defects such as short shots, air traps, or uneven shrinkage, which negatively impact both dimensional accuracy and overall part performance.
In addition, injection molding gate design strongly influences product quality, especially surface appearance and structural integrity. Defects such as gate marks and weld lines are often directly related to gate location and design, making optimization essential for achieving high-quality cosmetic finishes. Gate design also impacts cycle time and production efficiency by improving filling and cooling stability, and it plays an important role in part ejection and automation, where proper gate selection can support automatic degating and reduce manual processing in mass production.
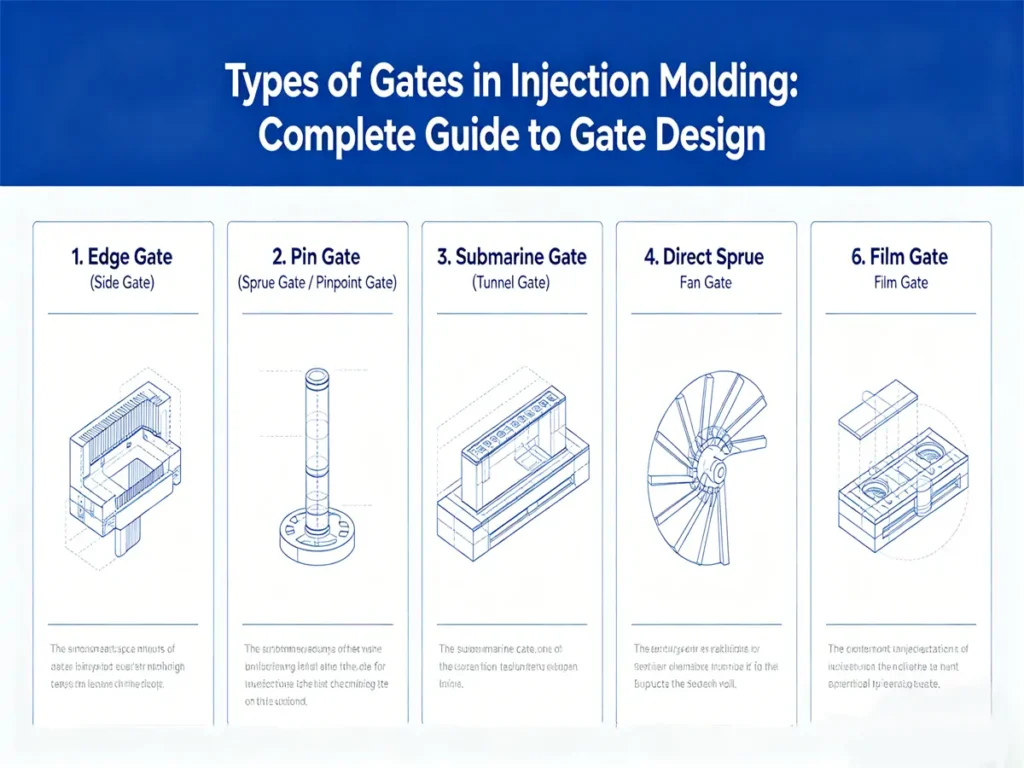
Main Types of Injection Molding Gates
Injection molding gates come in different designs, each developed to control how molten plastic enters the mold cavity. The selection of injection molding gate types depends on part geometry, material flow behavior, surface quality requirements, and production volume. Below are the most commonly used injection molding gate types and their applications.
Edge Gate (Side Gate)
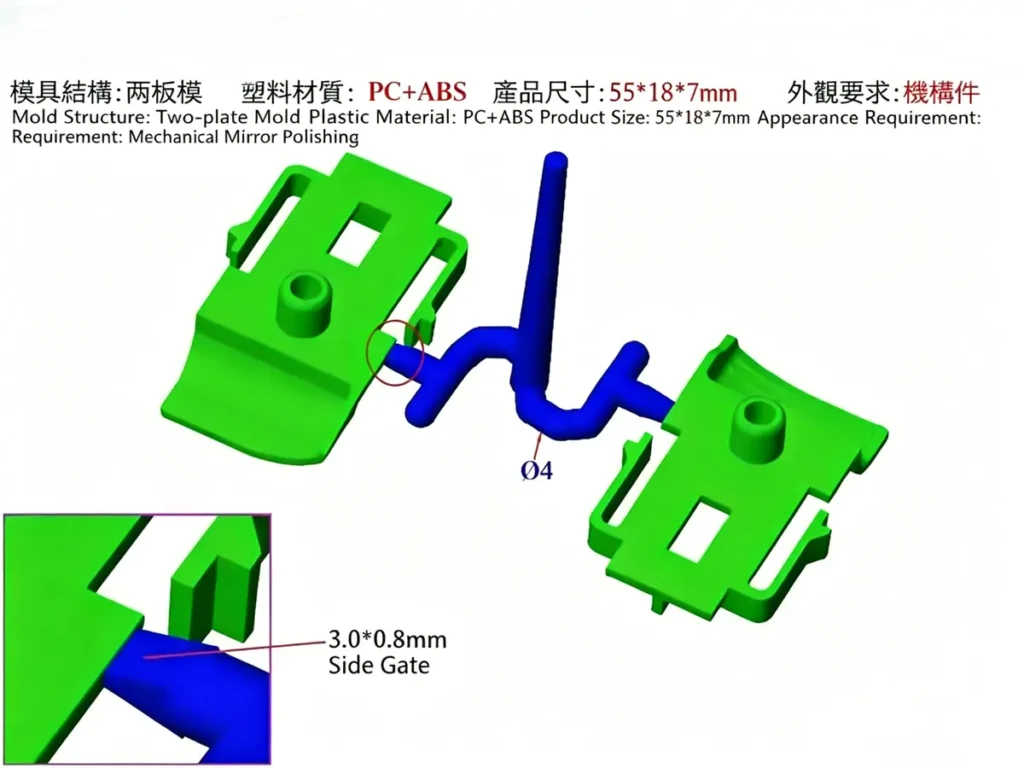
An edge gate, also known as a side gate, is a widely used injection molding gate located on the parting line of the mold. It allows molten plastic to enter the cavity from the edge of the part, making it one of the most common and versatile gate types in general plastic molding applications.
In terms of characteristics and applications, edge gates feature a simple structure that is easy to design and modify, with flexible sizing based on wall thickness. They offer good control over melt flow and are compatible with a wide range of materials. However, they usually leave a visible gate mark and may require post-processing. Edge gates are commonly used in consumer products, electronic housings, and general plastic enclosures where cost efficiency and functional performance are more important than cosmetic perfection.
Pin Gate (Sprue Gate / Pinpoint Gate)
A pin gate, also known as a sprue gate or pinpoint gate, is a small gate located directly on the surface of the molded part. It allows molten plastic to enter the cavity through a very small opening, making it suitable for precision molding applications.
In terms of characteristics and applications, pin gates leave extremely small residual marks, making them ideal for multi-cavity molds and high-visual-quality products. They are widely applied in manufacturing upscale containers and caps within the cosmetic packaging injection molding industry, where surface perfection is paramount. However, they may not be ideal for low-flow materials and usually require more complex and higher-cost mold designs. Pin gates are widely used in electronic connectors, medical devices, and precision components where appearance quality and dimensional accuracy are critical.

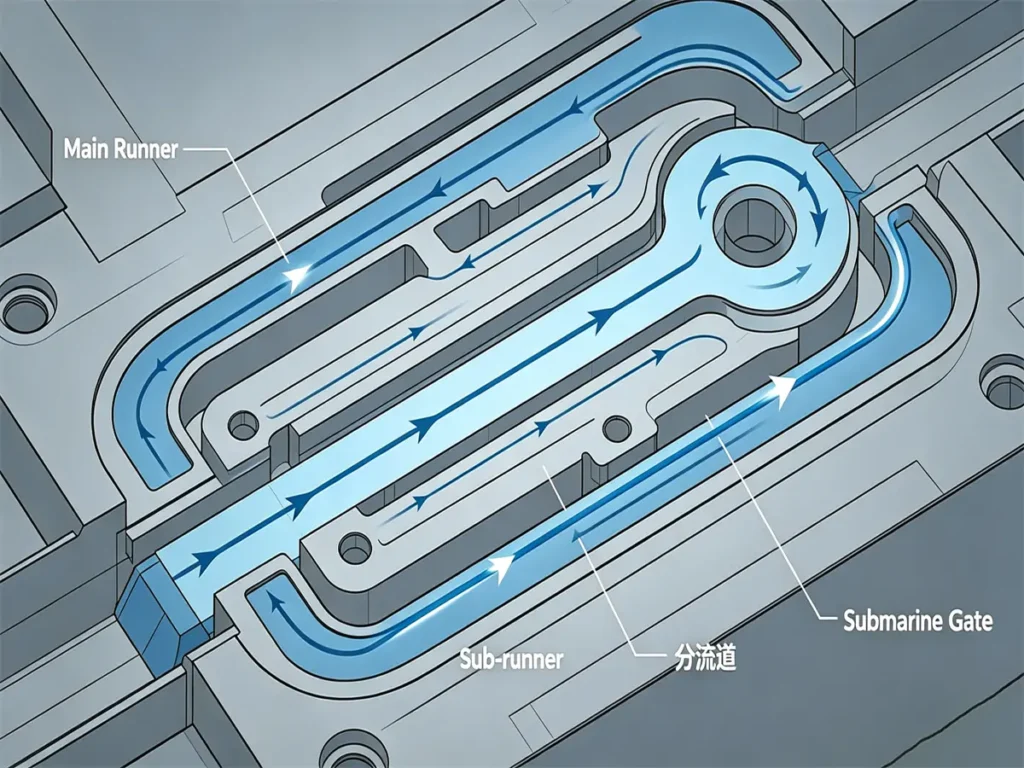
Submarine Gate (Tunnel Gate)
A submarine gate, also known as a tunnel gate, is a hidden gate positioned below the parting line of the mold. It uses an angled internal channel to deliver molten plastic into the cavity and is designed to automatically shear off during mold opening.
In terms of characteristics and applications, submarine gates offer a fully automated degating process with no visible gate mark on the final product, making them ideal for mass production. They require high machining precision and are generally more suitable for high-flow materials such as PP and PE. Submarine gates are commonly used in consumer products, automotive interior parts, and plastic housings where both appearance and production efficiency are important.
Direct Sprue Gate
A direct sprue gate is the simplest injection molding gate types, where molten plastic flows directly from the sprue into the mold cavity without intermediate flow paths.
In terms of characteristics and applications, it provides very low flow resistance, fast filling speed, and strong packing pressure, making it suitable for large or thick-walled parts. However, it typically leaves a large gate mark and requires manual trimming, and it may generate higher internal stress in thick sections. Direct sprue gates are commonly used in buckets, industrial containers, and structural components where appearance is not a critical requirement.

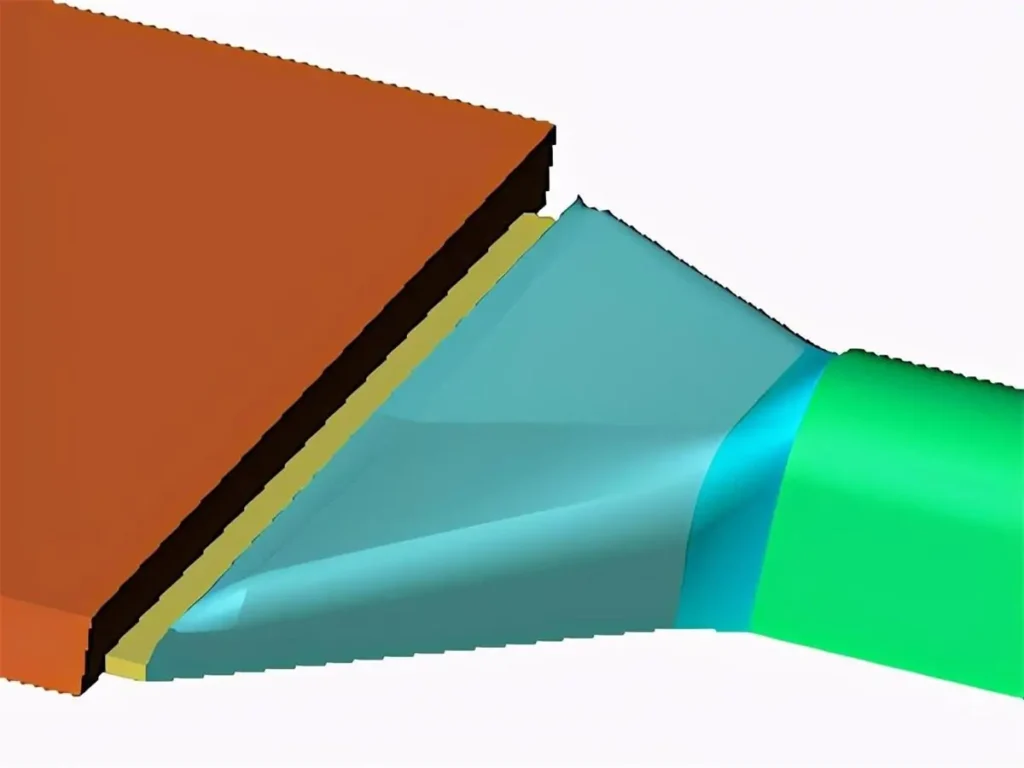
Fan Gate
A fan gate is a wide, gradually expanding gate that distributes molten plastic evenly into the mold cavity in a fan-like flow pattern, helping achieve uniform filling across large surface areas.
In terms of characteristics and applications, fan gates improve flow balance, reduce weld lines and flow marks, and enhance surface flatness. However, they leave a larger gate vestige and often require post-processing, with relatively higher injection pressure requirements. Fan gates are widely used in large flat components such as appliance panels, automotive dashboards, and display frames.
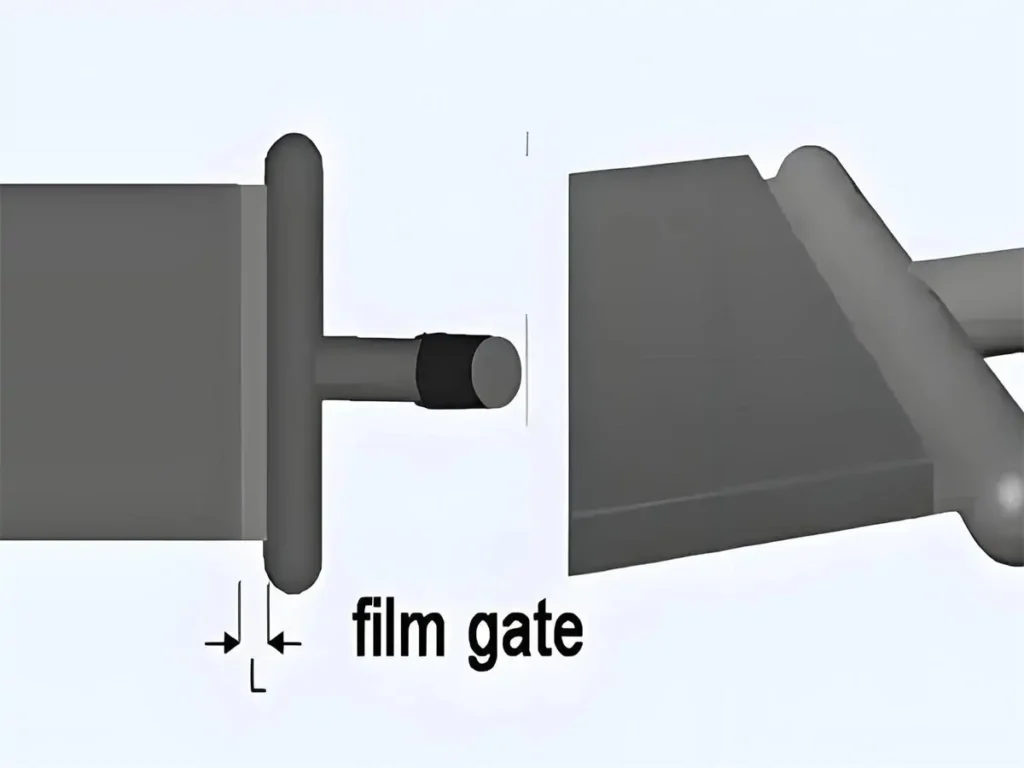
Film Gate
A film gate is a thin and wide gate that allows molten plastic to enter the cavity in a sheet-like flow, ensuring uniform material distribution across large areas of the part.
In terms of characteristics and applications, film gates provide excellent surface quality, reduce internal stress, and improve dimensional stability, making them suitable for high-quality flat products. However, they require higher injection pressure and result in a larger trimming area. Film gates are commonly used in thin-wall products, transparent covers, and large flat plastic components.
Comparison of Injection Molding Gate Types
| Gate Type | Advantages | Disadvantages | Best Use Case |
| Edge Gate (Side Gate) | Simple structure, easy to design and modify, good melt flow control, wide material compatibility | Visible gate mark, may require post-processing | General plastic parts, consumer products, electronic housings, standard enclosures |
| Pin Gate (Sprue Gate / Pinpoint Gate) | Minimal gate vestige, suitable for automated production, high precision, good for cosmetic parts | Higher mold cost, complex mold design, risk of short shots for low-flow materials | Precision components, electronic connectors, medical devices, small parts |
| Submarine Gate (Tunnel Gate) | Automatic degating, no visible gate mark, ideal for mass production, good for automation | High machining precision required, complex mold structure, limited to high-flow materials (PP, PE) | High-volume production, automotive interiors, consumer housings |
| Direct Sprue Gate | Simple mold structure, very low flow resistance, fast filling, strong packing pressure | Large gate mark, manual trimming required, higher internal stress in thick parts | Large or thick-walled parts, industrial containers, structural components |
| Fan Gate | Uniform flow distribution, reduces weld lines and flow marks, improves surface flatness | Larger gate vestige, higher injection pressure, post-processing required | Large flat parts, appliance panels, automotive dashboards, display frames |
| Film Gate | Excellent surface quality, uniform filling, reduces internal stress, improves dimensional stability | Requires higher injection pressure, larger trimming area | Thin-wall products, transparent covers, large flat components |
How to Choose the Right Gate Type
Selecting the right type of gates in injection molding is essential for achieving optimal part quality, cost efficiency, and production stability. The choice depends on several key factors that influence how molten plastic flows into the mold cavity and how the final part performs in real production conditions.
One of the most important considerations is product structure, especially wall thickness. Thick-walled parts generally require gates that support higher flow and packing pressure, while thin-walled parts need gates that ensure fast, balanced filling to avoid short shots or incomplete molding. At the same time, appearance requirements play a major role—cosmetic parts typically demand injection molding gate types that minimize visible marks, such as pin gates or submarine gates.
Mold cost and complexity are also critical factors. Simple gate designs like edge gates or direct sprue gates are more cost-effective, while advanced systems such as hot runner or pinpoint gates increase tooling cost but improve efficiency and quality. In addition, automation requirements should be considered, as certain gate types (such as submarine or hot runner systems) support automatic degating and reduce manual labor.
Material behavior is another key factor, especially plastic flowability. High-flow materials such as PP or PE allow more flexible gate selection, while engineering plastics like PC or ABS may require larger or more controlled gate designs to ensure proper filling. Finally, production volume determines the most economical solution—low-volume production usually favors simpler, low-cost gates, while high-volume mass production benefits from automated, high-efficiency gate systems.
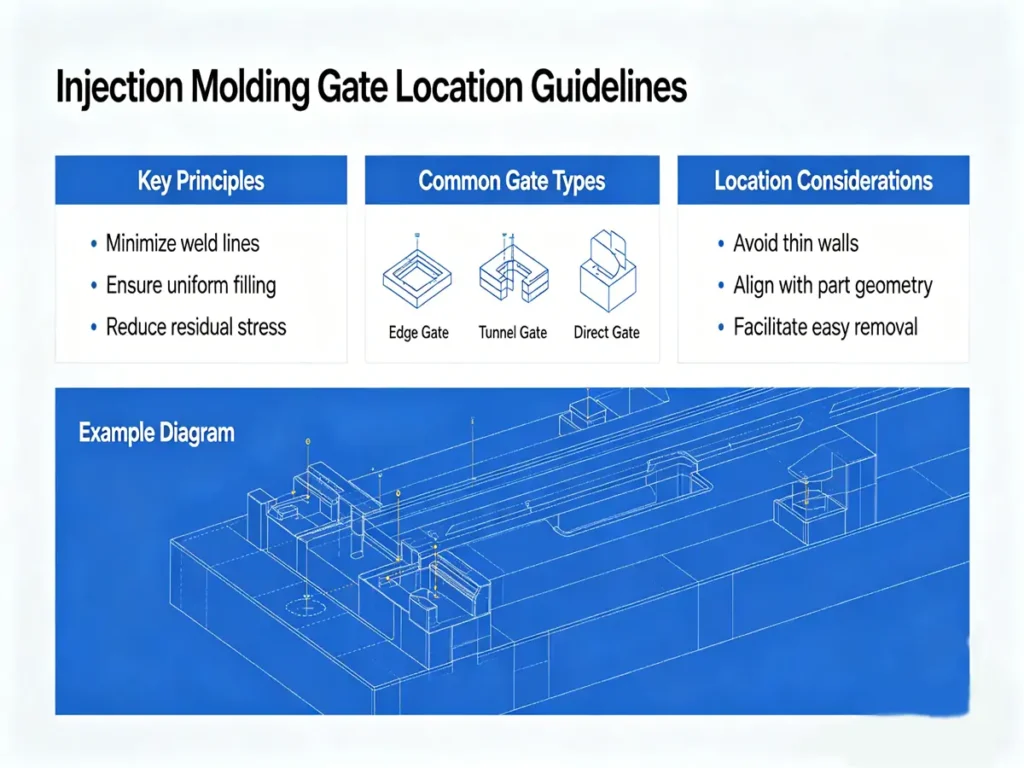
Injection Molding Gate Location Guidelines
Gate location plays a critical role in determining how molten plastic fills the mold cavity and directly affects final part quality. Proper placement helps improve flow behavior, reduce defects, and enhance production stability.
A key principle is flow balance, ensuring that molten plastic fills all areas of the cavity evenly and reaches the end of the flow path at the same time. This helps prevent underfilled sections and improves dimensional consistency.
Gate placement should also help avoid weld lines, which occur when multiple flow fronts meet and bond improperly. Positioning the gate to control flow direction can reduce weak points and improve structural strength.
Another important guideline is to minimize air traps by allowing air to escape naturally during filling. Poor gate positioning can block airflow and lead to burn marks or incomplete filling.
Gate location also influences shrinkage control, as uneven filling and packing can cause localized shrinkage or warpage. A well-placed gate supports balanced pressure distribution during packing and cooling.
Finally, the design should ensure easy degating, allowing the gate to be removed cleanly without damaging the part surface. This is especially important for automated production and high-volume manufacturing.
Common Injection Molding Defects Related to Gates
Gate design and gate location have a direct impact on part quality. Improper design or positioning can lead to several common molding defects that affect appearance, strength, and dimensional accuracy.
Gate Marks
Gate marks are visible traces left on the surface of the part where the molten plastic enters the cavity.
Cause:Gate marks are usually caused by oversized gate design, improper gate location, or excessive shear during material entry into the cavity. Poor gate trimming or delayed solidification can also make the mark more visible.
Solution:Gate marks can be reduced by optimizing gate size, improving gate placement in less visible areas, and selecting injection molding gate types that support cleaner break-off, such as pin gates or submarine gates. Proper process control and mold polishing also help minimize surface visibility.
Weld Lines
Weld lines occur when two or more flow fronts meet but do not fully fuse together, creating a visible or weak line on the part.
Flow meeting issue:This defect is mainly caused by improper gate placement, multiple flow paths, or uneven filling that leads to premature cooling before full fusion occurs.
Short Shots
Short shots refer to incomplete filling of the mold cavity, where the molten plastic does not fully reach all areas of the part.
Insufficient filling:This is typically caused by small gate size, poor gate positioning, low injection pressure, or restricted material flow through the gate system.
Burn Marks
Burn marks appear as black or brown discoloration on the surface of the molded part, usually near the end of the flow path or gate area.
Trapped air issue:Burn marks are caused by trapped air or gas that cannot escape during filling. High injection speed combined with poor venting or incorrect gate location can compress air and lead to overheating and burning of the material.
Best Practices for Injection Molding Gate Design
Good gate design improves part quality, reduces defects, and lowers production cost. The following best practices help ensure a stable and efficient injection molding process.
Trapped air issue: Proper venting and correct gate positioning should be applied to prevent air entrapment during cavity filling. This helps avoid burn marks, short shots, and incomplete filling.
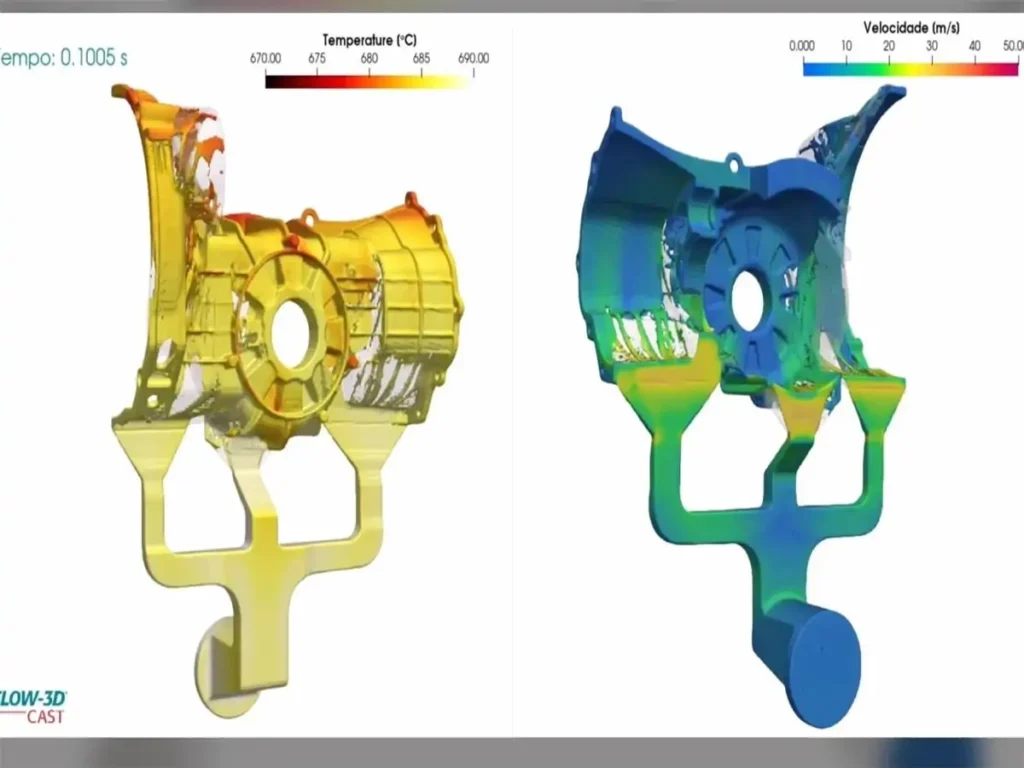
Mold Flow Analysis simulation: Use Mold Flow Analysis in the early design stage to predict material flow behavior, identify potential defects, and optimize gate placement before mold manufacturing. This reduces trial-and-error and improves design accuracy.
Optimize gate size: Gate size should be carefully designed based on material type, part thickness, and flow length. Proper sizing ensures stable filling, balanced packing pressure, and improved surface quality.
Balanced flow path: Design the gate layout to ensure the molten plastic fills the cavity evenly. A balanced flow helps reduce weld lines, warpage, and uneven shrinkage, improving overall part consistency.
DFM (Design for Manufacturing): Apply DFM principles at the early product design stage to evaluate gate feasibility and avoid potential manufacturing issues. Early optimization reduces tooling changes, cost, and lead time.
Prototype validation: Conduct prototype testing to verify gate performance under real injection molding conditions. This step ensures that the final production mold achieves the expected quality and efficiency before mass production.

Applications of Different Gate Types
Different types of gates in injection molding are selected based on product requirements, material behavior, and production goals. Each gate type plays a specific role in achieving the desired balance between quality, cost, and efficiency.
Automotive parts: The injection molding gate types such as edge gates, fan gates, and submarine gates are commonly used in automotive applications. They support large structural components, interior trims, and functional parts that require strength, durability, and stable mass production.
Electronics housings: Pin gates and edge gates are widely used for electronic enclosures. These gates help achieve good dimensional accuracy and surface quality while maintaining cost efficiency for high-volume production.
Medical devices: Precision is critical in medical applications, so pin gates and hot runner systems are often preferred. They provide clean surface finishes, minimal gate vestige, and stable process control for small and high-accuracy parts.
Consumer products: Submarine gates, edge gates, and fan gates are commonly used in consumer goods. They balance appearance, cost, and production efficiency, making them suitable for mass-produced daily-use items.
Industrial components: Direct sprue gates and edge gates are frequently used for industrial parts. These components often prioritize strength and functionality over appearance, making simple and robust gate designs more suitable.
Conclusion
In injection molding, gate selection plays a key role in controlling melt flow behavior, ensuring balanced filling, and achieving consistent part quality. Proper gate design helps reduce defects such as weld lines, air traps, and warpage, while poor gate selection can lead to uneven flow, longer cycle times, and higher production costs.
Huashuo Molding optimizes gate design for different materials, including ABS, PP, PC, PA, and high-performance plastics like PEEK, while providing customized injection molding solutions tailored to your product requirements.
To improve your injection molding design and production efficiency, contact Huashuo today. Share your project details and receive expert support for gate optimization, mold design, and cost-effective manufacturing.

Felix Lu
Senior DFM Expert · Huashuo Molding
Industry Exp.
Projects
DFM Optimization
Felix Lu has 16+ years of experience in mold manufacturing, DFM, and mass production, with a strong commitment to sharing advanced technologies and practical industry insights.