Plastic Overmolding Services
A secondary layer of material is injection molded onto the outer surface of the formed part to enhance appearance, tactile feel, or functionality. Mold production is rapid, with completion possible within as little as two weeks.
- ISO 9001:2015, CTQ, ITAR
- T1 sample as fast as 2 weeks
- No minimums

High-Quality Parts
We employ a rigorous quality control system and precision injection molding equipment to ensure every part meets international high standards for dimensional accuracy, appearance, and performance.


Rapid Delivery
Through efficient production processes and mature supply chain management, we shorten production cycles—completing orders in as little as 14 days—helping clients accelerate product launches.
Engineering Team Support
With over a decade of industry expertise, our engineering team provides end-to-end technical support—from material selection and mold design to mass production optimization—ensuring smooth and efficient project execution.
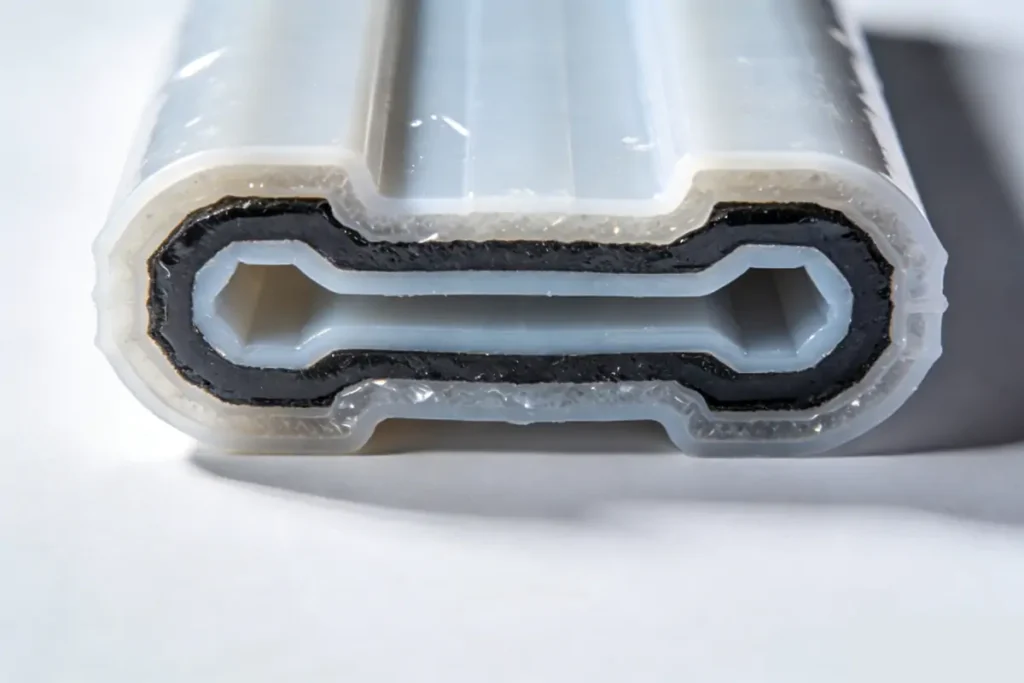
What is overmolding?
Overmolding is a secondary injection molding process in which a base part is molded first, then a second material such as TPE, TPU, or silicone is injected onto its surface to create a bonded multi-material structure. This process improves aesthetics, grip, waterproofing, sealing, and impact resistance while reducing assembly steps. Overmolding is widely used in consumer products, automotive, and medical applications. HuaShuo provides custom overmolding services, combining advanced technology and experienced engineering to deliver seamless material integration and reliable high-volume production.
Overmolding Services Process Types
Plastic over Plastic
A second plastic material is injected onto an existing plastic part to form an integrated multi-material structure.
- Enhances product appearance and tactile feel, enabling multi-color or two-color combinations
- Improves part functionality, such as wear resistance or localized thickening
- Simplifies assembly and reduces production costs

Rubber over Plastic
Rubber is injection molded onto a plastic substrate to create a hybrid soft-hard product structure.
- Improves slip resistance, shock absorption, and grip comfort
- Enhances sealing performance for functional components
- Reduces secondary assembly, boosting production efficiency

Metal over Plastic
A durable coating is formed on plastic parts via metal plating or metal injection molding, integrating plastic and metal.
- Enhance the strength and wear resistance of coated components
- Enhance the premium feel and visual appeal of components
- The product achieves conductive or shielding functionality.

Metal over Rubber
Coating rubber substrates with metal creates composite components combining soft and hard properties.
- The part combines the strength of metal with the flexibility of rubber.
- Improves shock absorption, wear resistance, and sealing performance
- Suitable for precision machinery and industrial equipment
Mold Selection Options for Overmolding Services
To meet the needs of different stages, we offer two mold selection options.
Rapid Tooling
With high-quality prototype molds, you can quickly obtain design feedback and validate product feasibility. We can manufacture prototype molds within two weeks, supporting small-batch injection molding production to enable rapid iteration during functional testing and market validation phases.
Our aluminum or steel cavity and core molds typically withstand 1,000 to 5,000 injections, ensuring reliable precision for prototype parts.
Production Molds
We provide high-quality production molds for large-volume plastic part manufacturing, utilizing high-strength, durable tool steel to ensure long-term stable operation. We customize materials and manufacturing processes based on your product requirements to meet diverse part specifications and production volume demands.
Our steel production molds withstand up to 10,000 injections, with parts typically ready for mass production delivery within three weeks, guaranteeing high precision and consistency.
HuaShuo’s Overmolding Services Finishes
HuaShuo offers a full range of SPI surface finishes and custom mold textures to meet precision, aesthetic, and functional requirements.
SPI Surface Finishing
Surface finishing ranges from Level 3 diamond polish to 320-grit matte, with full SPI grades (A-1 to D-3) available for precision, decorative, and functional applications.
Forming
No secondary polishing or grinding. Processing marks will remain on the parts.
Other Mold Textures
HuaShuo can match other mold textures upon request.
Materials for Overmolding Services
We offer a diverse range of substrate and overmolding services materials, including thermosetting and thermoplastic options, each delivering distinct functional properties to meet your varied requirements.
Multiple colors are available for different materials, and functional additives such as flame retardants or conductive agents can be incorporated to meet specific requirements. Contact us to discuss your product needs.

Bonding of Overmolded Materials
Chemical bonding can be achieved between overmolded materials; however, to attain the required bond strength, material compatibility must be considered. The following are common overmolding services materials and chemical bonds suitable for these substrates.
| Substrate Material | Recommended Overmold Materials | Bonding Type |
| ABS | TPU, TPE, TPV, TPC, Versaflex | Chemical / Mechanical |
| ABS/PC (C2950) | TPU, TPE, TPV, TPC | Chemical |
| PC (Lexan) | TPU, TPE, TPC, Versaflex | Chemical |
| PBT (Valox) | TPU, TPC, Versaflex | Chemical |
| PP (Pro-fax) | TPV, TPE, Versaflex | Mechanical (Recommended) |
Recommendations for Overmolding Design
We possess extensive experience and design expertise. Contacting us is a choice you won’t regret. The following recommendations for your product are based on our years of experience.
Material Bonding
Selecting overmolding materials capable of achieving reliable mechanical or chemical bonding with the substrate is critical to ensuring part strength and long-term durability.
Wall Thickness Control
Substrate wall thickness is typically maintained between 1.5–3 mm (0.060–0.120 inches), ensuring the overmold layer is thinner than the substrate to prevent warping, especially for long, flat parts.
Corner and Geometric Design
Maintain corner radii above 0.5 mm (0.020 in) while avoiding excessively deep or non-vented blind pockets and ribs to minimize localized stress and porosity issues.
Wall Thickness Gradient
Incorporating wall thickness gradients in the design effectively reduces flow problems such as flow marks and gas entrapment, ensuring injection molding quality.
Overmolding Services Capabilities
The following table are the detailed specifications of our plastic overmolding services, helping you quickly understand our injection molding capabilities.
| Service | Customized Plastic Overmolding |
|---|---|
| Maximum Part Size | 400 × 400 × 150 mm |
| Part to Part Repeatability | +/- 0.05 mm |
| Mould cavity | One cavity, multi-cavity or same different products be made together |
| Available Mold Types | Steel (S136, P20, NAK80) and Aluminum molds; Production levels from 1,000 to 1,000,000+ shots |
| Mold Cavity Tolerances | +/- 0.01 mm |
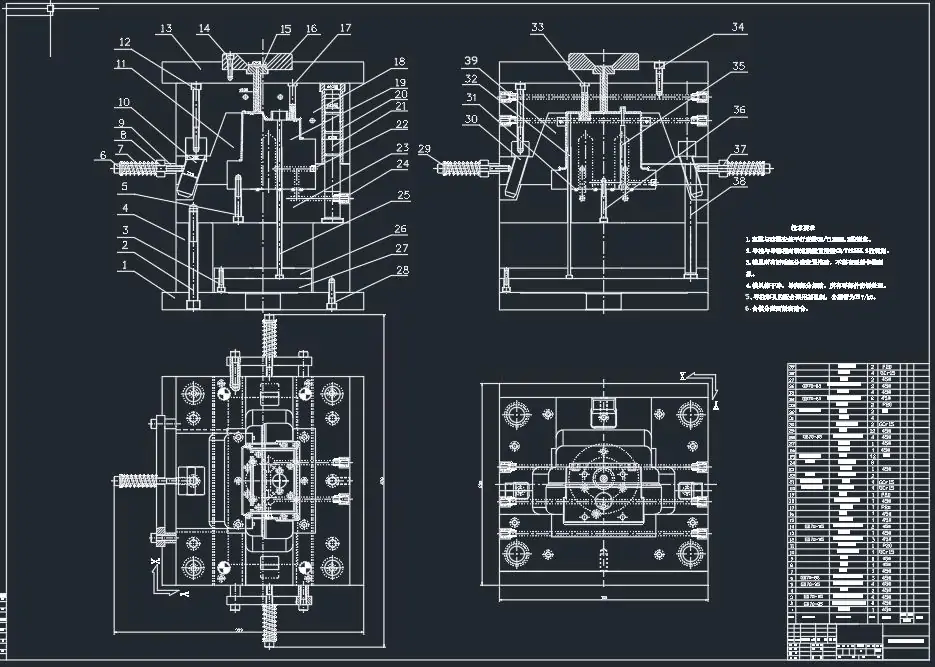
| Producing Process | Audit drawings – mold flow analysis – design validation – Custom Materials – mold processing – core processing – electrode |
| machining – Runner system processing – parts processing and procurement – machining acceptance – cavity surface treatment process | |
| – complex mode Die – The entire mold surface coating – Mounting plate – mold sample – sample test – sending samples | |
| Mould material | P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
| Runner system | Hot runner and cold runner |
| Base material | P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
| Secondary Operations | Texturing (MT/VDI), pad printing, laser engraving, ultrasonic welding, threaded inserts, and assembly |
| Undercuts | Lifters, Sliders, Y-type, and L-type undercuts |
| Main thechnology | Milling, grinding, CNC, EDM, wire cutting, carving, EDM, lathes, surface Finish, etc. |
| Software | CAD,PRO-E,UG Design Time: 1-3 days (normal circumstances) |
| Product material | ABS,PP,PC,PA6,PA66,TPU,POM,PBT,PVC,HIPS,PMMA,TPE,PC/ABS, TPV, TPO,T PR,EVA,HDPE,LDPE,CPVC,PVDF,PPSU.PPS. |
| Quality system | ISO 9001:2015 |
| Equipment | CNC,EDM,Cutting off Machine,plastic machinery,etc |
| Establish time | 10 to 40 working days |
Advantages of Overmolding
Enhanced Appearance and Feel
Achieves dual-color or multi-material surface finishes, improving product tactility and texture.
Functional Enhancements
Provides anti-slip, shock-absorption, waterproofing, dustproofing, sealing, or conductivity features.
Structural Integration
Combines different materials into a single unit, reducing secondary assembly and increasing part durability.

Boost Production Efficiency
Single-shot injection molding reduces production costs and cycle times.
Design Flexibility
Supports complex geometries and intricate structures with adjustable material hardness, color, and texture.
Wide Application
Suitable for diverse industries including automotive, consumer electronics, medical devices, and industrial equipment.
Application
Overmolding is widely used across automotive, consumer electronics, medical, industrial, and precision equipment applications to enhance grip, sealing, durability, and multi-material functionality.

Industrial Equipment Industry
Control panel buttons, instrument knobs, handheld tool grips

Automotive Industry
Steering wheel buttons, gearshift knobs, door trim buttons, climate control knobs, instrument panel overmolded components

Medical Devices Industry
Surgical instrument handles, syringe components, diagnostic instrument housings

Consumer Electronics Industry
Headphone housings, controller buttons, mobile device protective cases, camera grips
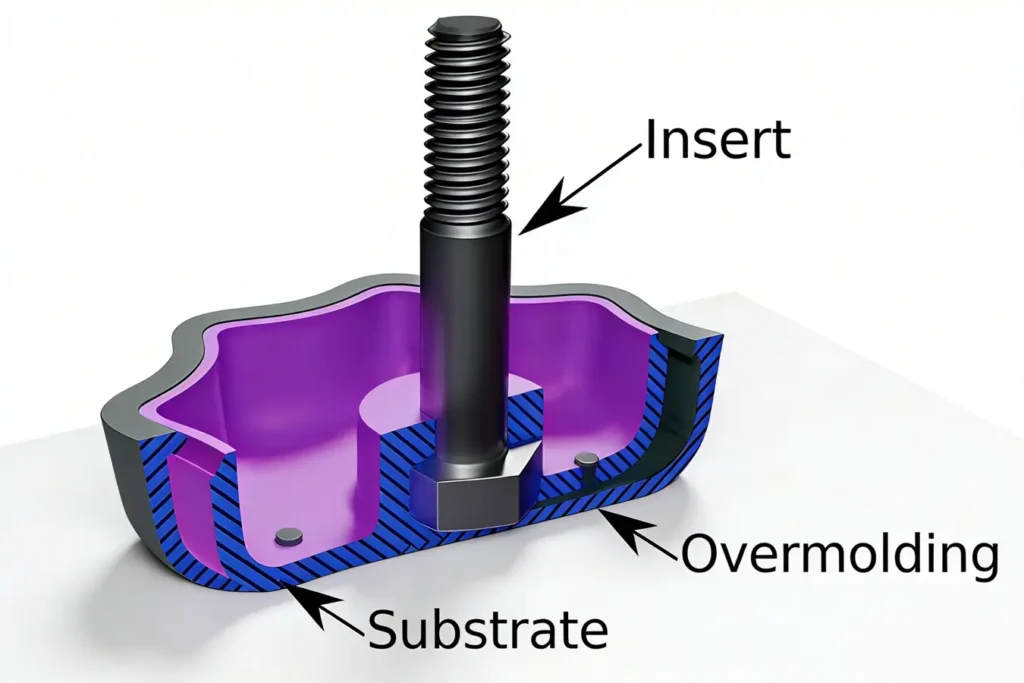
Differences Between Overmolding and Insert Molding
Insert molding is often compared to overmolding. Below are their key differences.
| Item | Overmolding | Insert Molding |
| Concept | Mold a second material over a pre-formed part | Mold plastic over a metal or rigid insert |
| Materials | Plastic + Plastic / Rubber | Plastic + Metal / Rigid material |
| Function | Enhances feel, appearance, and soft-hard features | Adds strength, durability, or mechanical/electrical function |
Faq
Request a Quote
From mold design to mass production, we offer end-to-end solutions.
Tell us about your application, materials, and volume requirements. Our team will recommend the right process and deliver a tailored manufacturing solution.
Related Articles
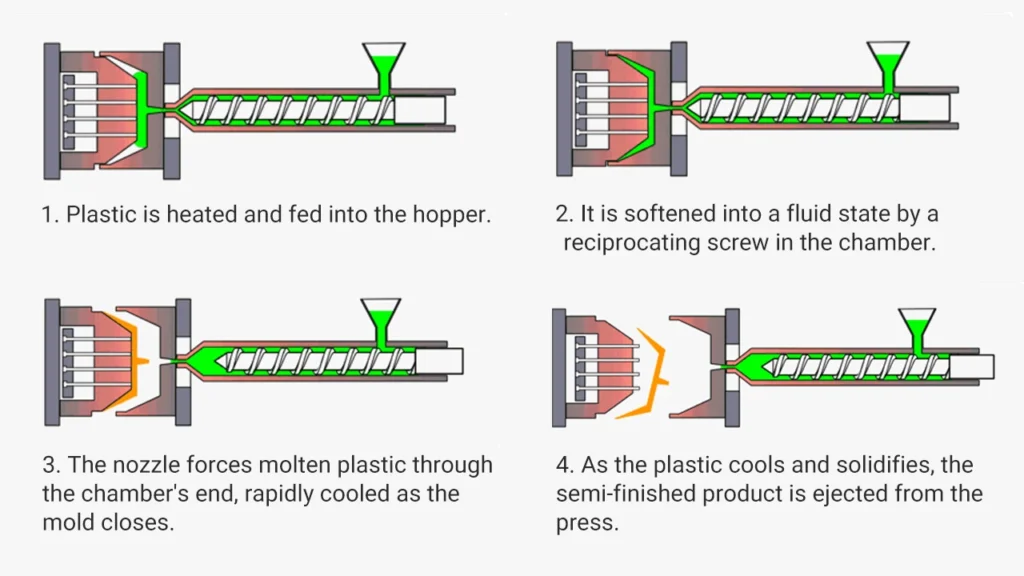
What Is Injection Moulding? Principles, Process, Types, Advantages, Materials
Injection molding is a high-volume production technique that injects molten…What Types of Plastic is Used in Injection Moulding?
Injection molding utilizes a variety of different plastics, and selecting…How Does Injection Moulding Work?
Injection molding is a manufacturing process widely used across various…