
12-Cavity Honey Cap Mold Project for Food Packaging Production
Our engineering team developed a customized 12-cavity bottle cap mold for a honey packaging manufacturer seeking stable, high-speed food-grade cap production. The project utilized a valve gate hot runner system and was designed for operation on a 400T injection molding machine.
The customer required consistent cavity filling, reliable sealing performance, low gate marks, and a molding cycle time under 12 seconds. Based on the production target and cap structure, we optimized the hot runner layout, cooling system, and mold structure to improve production stability and reduce long-term maintenance costs.
Customer Requirements
During early technical communication, the customer emphasized that the new mold must not only increase production efficiency, but also ensure stable sealing quality and consistent performance across all cavities under continuous production on a 400T injection molding machine.
Based on their production goals and past issues, the customer raised several key requirements and technical concerns:
- How to ensure stable 12-cavity filling balance and avoid previous uneven flow issues
- Whether the valve gate hot runner system can fully eliminate gate marks and leakage risk
- How to guarantee consistent sealing performance for honey bottle caps during long-hour production
- How to maintain stable production quality while achieving cycle time below 12 seconds on a 400T machine
The customer’s expected production output exceeded 280,000 caps per day, with nearly 20 hours of continuous operation. Therefore, the mold needed to deliver not only fast cycle time, but also long-term stability, low maintenance frequency, and consistent cavity performance throughout mass production.
Technical Analysis Before Mold Design
After receiving the bottle cap mold drawings and production requirements, our engineering team performed:
- DFM analysis
- Mold flow simulation
- Cooling system evaluation
- Hot runner balance analysis
The honey cap specifications were as follows:
| Item | Specification |
|---|---|
| Product Type | Honey Bottle Cap |
| Material | Food-Grade PP |
| Cap Diameter | 38 mm |
| Product Weight | 5.8 g |
| Mold Cavities | 12 Cavities |
| Hot Runner Type | Valve Gate Hot Runner |
| Injection Machine | 400T |
| Target Cycle Time | ≤12 Seconds |
During mold flow analysis, we identified that the thread area and sealing ring were the most sensitive positions for shrinkage and cooling imbalance. Uneven temperature distribution could easily affect cap sealing performance during mass production.
To solve this issue, our team focused on optimizing:
- Balanced hot runner filling
- Cooling channel layout
- Valve gate timing control
- Demolding stability
Our Solutions
To meet the customer’s requirements for a stable and high-efficiency 12-cavity honey bottle cap mold, our engineering team delivered a complete technical solution covering hot runner balance, mold durability, cooling efficiency, and process stability.
The main goal was to solve common production issues such as uneven filling, sealing leakage, cap deformation, and unstable cycle time during long-hour operation on a 400T injection molding machine. Based on the product structure and production target, we optimized the mold from design to trial production to ensure consistent performance in mass production.
We focused on four key improvements:
- Balanced filling across all 12 cavities using a valve gate hot runner system
- Improved mold life and stability through upgraded steel and structure design
- Optimized cooling layout to reduce cycle time and deformation
- Fine-tuned molding parameters during trial for stable production performance
| Solution Area | Implementation |
|---|---|
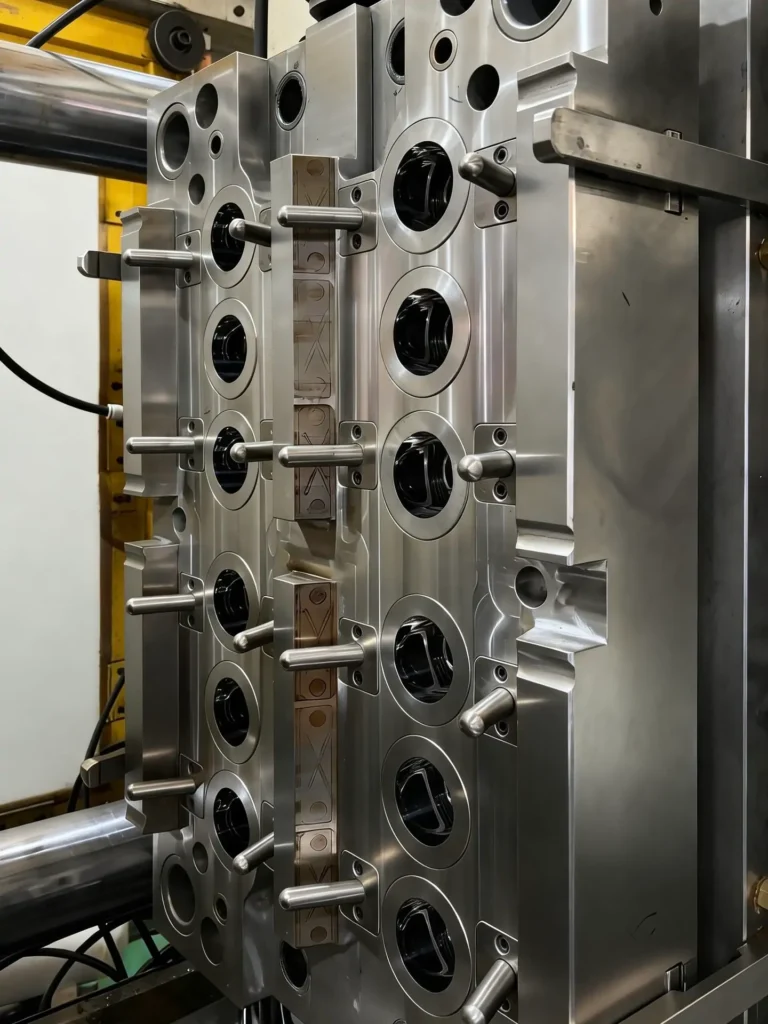
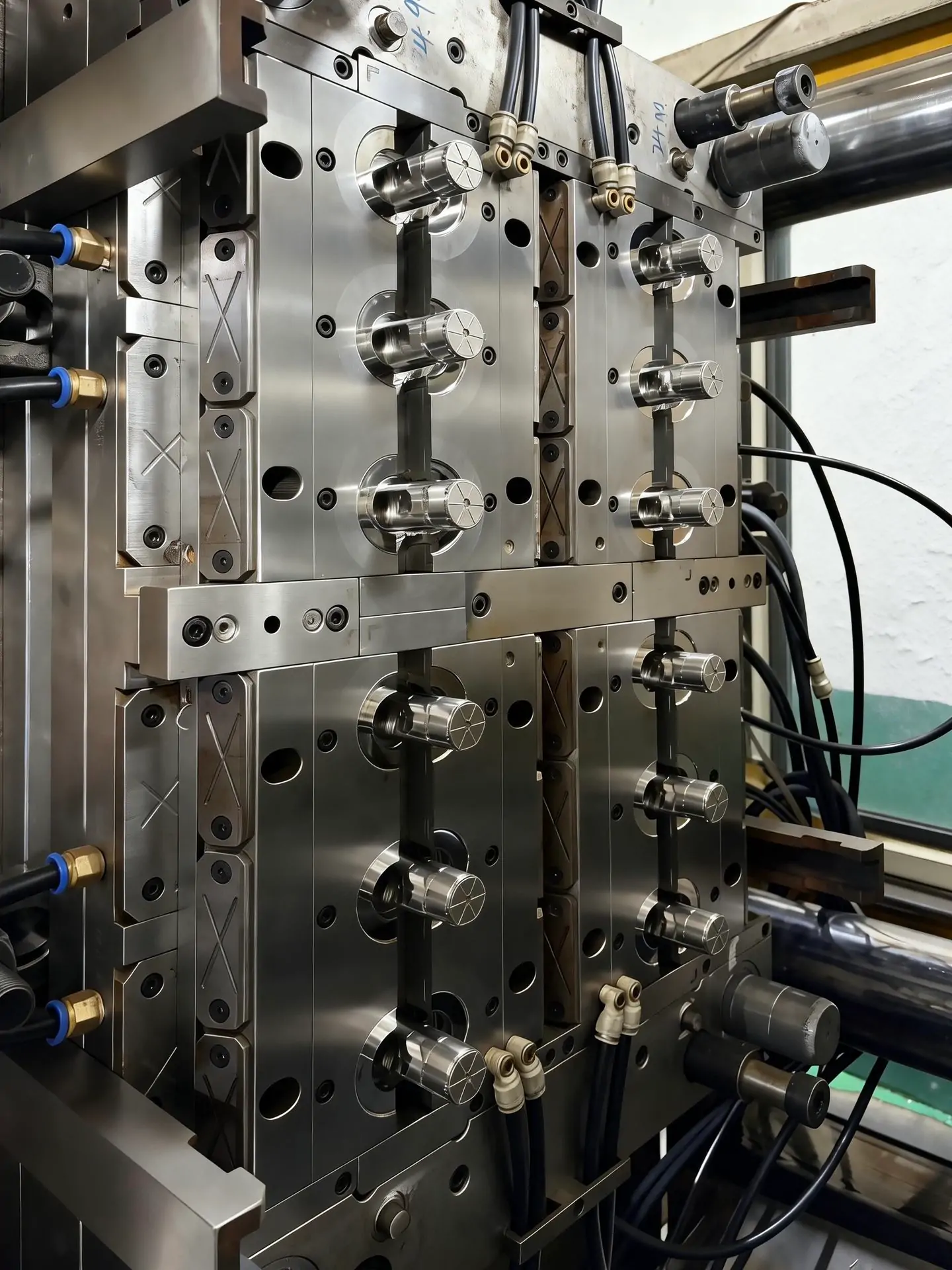
| Hot Runner System | 12-Cavity Balanced Valve Gate Design |
| Mold Steel | H13 Hardened Steel + P20 Mold Base |
| Structural Design | Interchangeable Cavity Inserts |
| Cooling System | Optimized Cooling Channels + Independent Circuits |
| Cycle Time | Optimized to 11.4 Seconds |
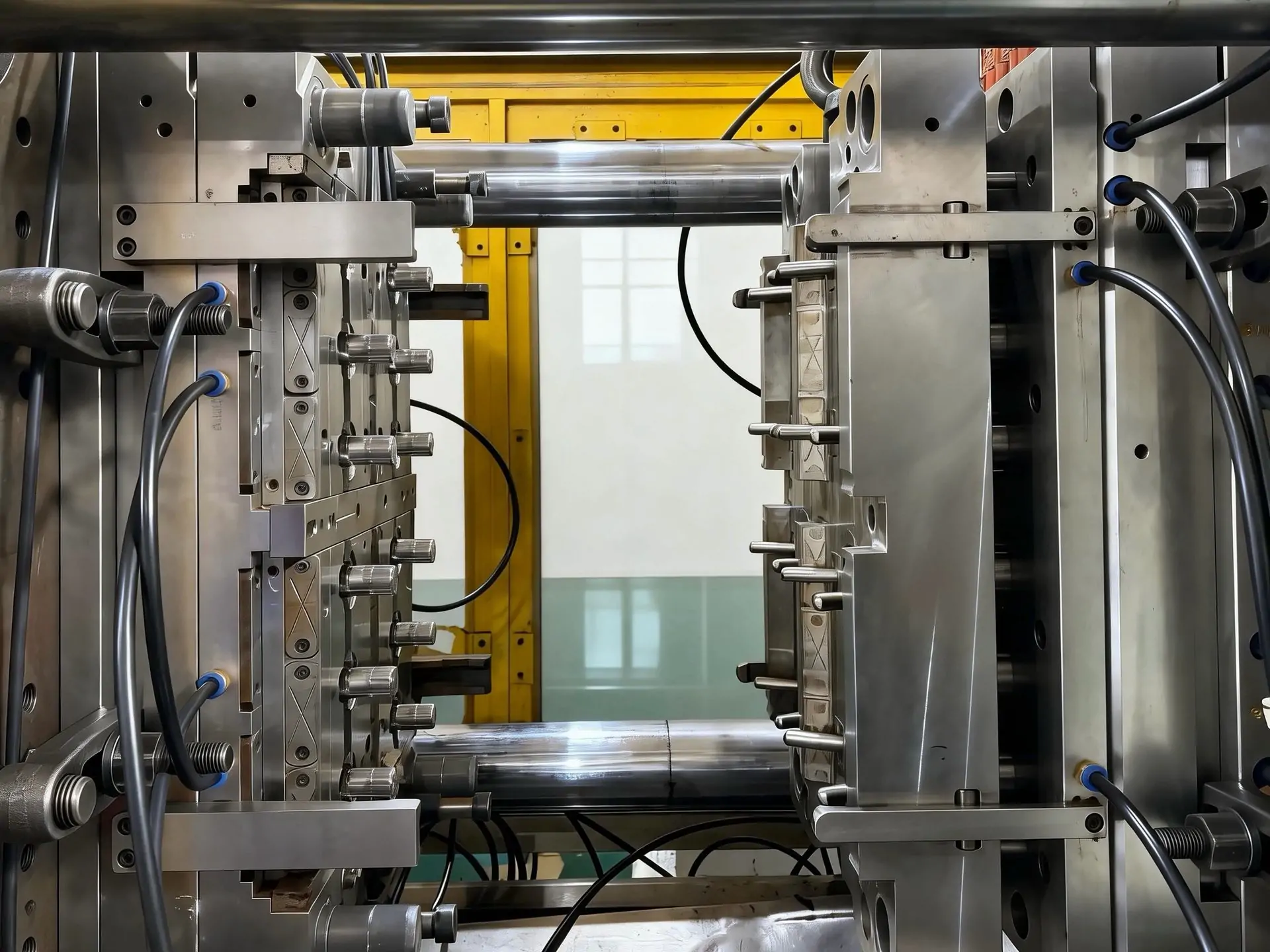
| Injection Machine | 400T Injection Molding Machine |
| Material | Food-Grade PP |
| Process Optimization | Injection + Holding Pressure + Gate Timing Adjustment |
| Quality Control | CMM Inspection + Dimensional Control |
| Production Result | Stable Mass Production with Low Scrap Rate (<0.8%) |
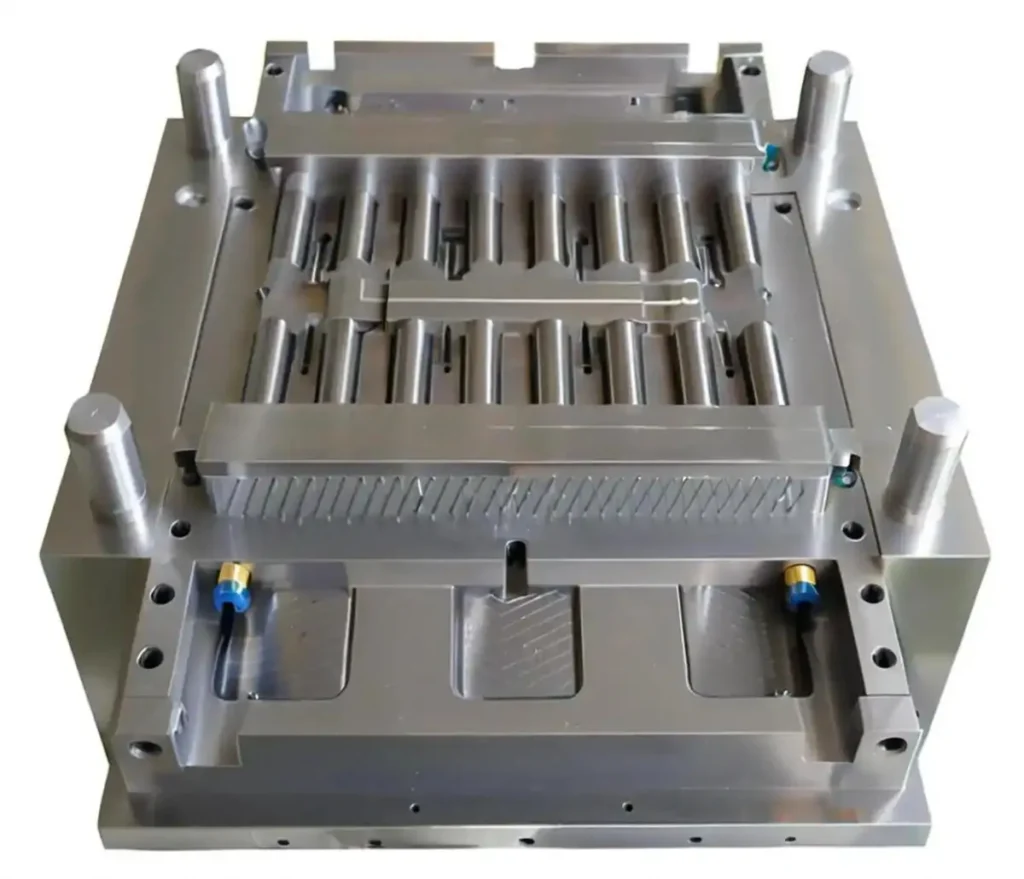
Gallery


Conclusion
For high-speed food packaging production, a stable multi-cavity bottle cap mold requires more than simply increasing cavity quantity. Hot runner balance, cooling efficiency, cavity consistency, and long-term production reliability all directly affect final production performance.
In this honey cap mold project, our engineering team worked closely with the customer from technical evaluation to mold trial support, helping achieve stable production on a 400T injection molding machine with a cycle time under 12 seconds.
If you are planning a new bottle cap mold, food-grade cap mold, or valve gate hot runner mold project, Huashuo Plastic can provide customized technical solutions based on your product structure, production target, and injection molding equipment. Contact us today!






Request a Quote
From mold design to mass production, we offer end-to-end solutions.
Tell us about your application, materials, and volume requirements. Our team will recommend the right process and deliver a tailored manufacturing solution.