In injection molding, the pressure applied behind the screw plays a crucial role in controlling the flow of molten plastic and the quality of the finished product. Correctly managing this force can improve surface finish, dimensional precision, and mechanical performance while also enhancing production efficiency. In the following sections, we will explore the definition of this pressure, its influence on melt flow, its impact on part quality, and strategies for precise control to maintain a stable and efficient manufacturing process.
What is back pressure? Why is back pressure crucial in injection molding?
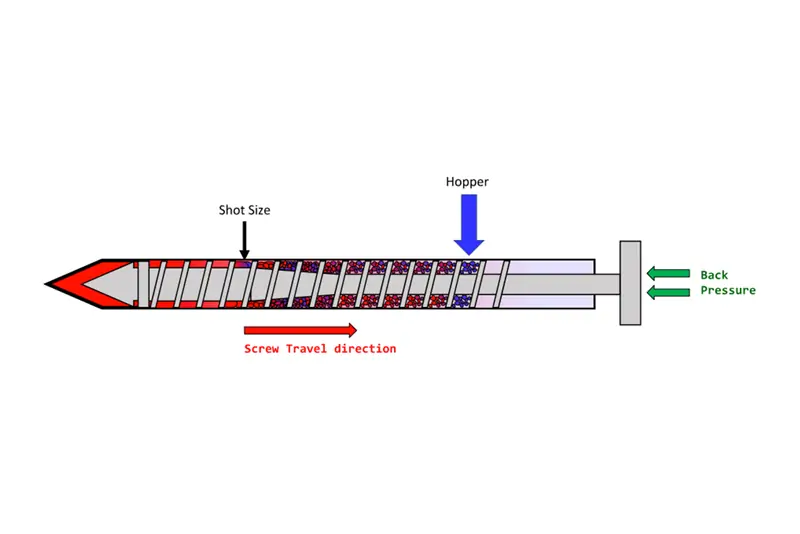
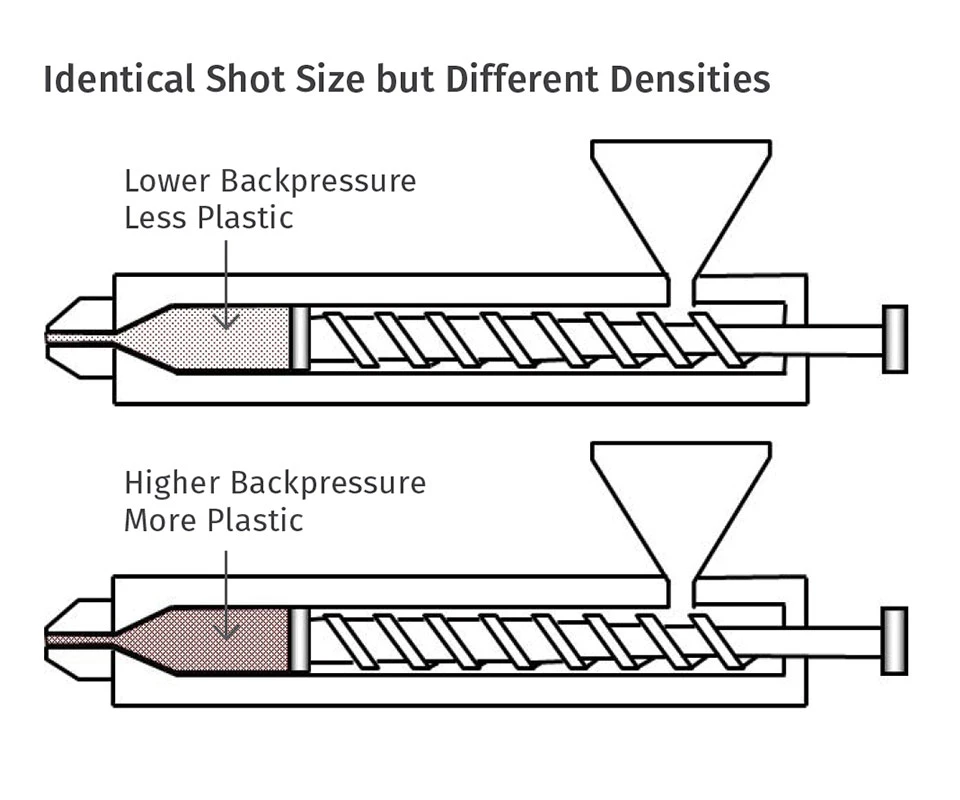
The pressure applied behind the screw of an injection molding machine affects the flowability and uniformity of the molten plastic. Proper control of this force can improve product quality, reduce defects, and optimize production efficiency. By managing the screw-applied pressure carefully, the mold fills more evenly, part consistency is maintained, and common issues such as incomplete filling or surface imperfections are minimized.
Definition :The force exerted behind the screw during the injection molding process affects both the flowability and the uniformity of the molten plastic. By managing this applied pressure, mold filling becomes more consistent, product quality and repeatability are improved, and defects are minimized, leading to more efficient production.
How Does Back Pressure Affect Melt Flow?
To influences melt flow, primarily in the following aspects:
Improved Flowability: Contribute to form stable pressure behind the screw of the injection molding machine, making the flow of molten plastic more uniform. This prevents poor flow of plastic within the mold, ensuring complete mold filling.
Increased Viscosity: When it is too high, the viscosity of the melt increases, leading to poorer flowability. The molten plastic flows more slowly within the mold, which may cause surface defects (such as bubbles or silver streaks) and even affect product precision.
Impact on Injection Speed: Related to injection speed. Higher back pressure may slow down the flow of plastic, prolonging the injection cycle, while lower back pressure may cause the melt to flow too quickly, leading to uneven filling or product defects.
Impact of it on Injection Molding Product Quality
The impact of It on injection molding product quality is comprehensive, covering surface quality, dimensional accuracy, mechanical properties, and more. Proper regulation of it not only improves product quality and stability but also avoids common defects. Specific impacts are as follows:
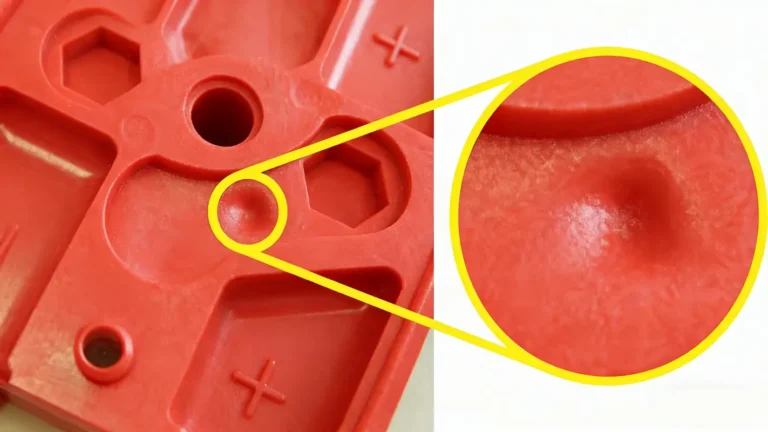
1.Improved Product Surface Quality Common surface defects (such as bubbles, silver streaks, flow marks, haze, insufficient gloss, etc.) are closely related to back pressure settings. When it is insufficient, gases and volatiles within the melt cannot be effectively expelled, leading to bubbles or internal defects after cooling. Additionally, uneven mixing of the melt and poor dispersion of additives may cause color streaks and reduced gloss.
Effect of Optimizing Back Pressure: Appropriately increasing helps expel gases and volatiles from the melt, ensuring uniform melt flow and reducing bubbles and surface flaws. The melt closely adheres to the mold cavity surface, thereby enhancing product gloss and surface smoothness, and is particularly suitable for products with high surface quality requirements, such as home appliance casings, automotive interior parts, and medical device housings.
2. Enhanced Dimensional Accuracy and Consistency :Product dimensional accuracy is closely related to the uniformity of melt filling and the stability of cooling shrinkage. Proper back pressure settings optimize melt quality, thereby controlling filling uniformity and cooling shrinkage characteristics. When back pressure is appropriate, melt flow is stable, filling speed is uniform, and the filling amount in various parts of the mold is consistent, leading to more uniform cooling shrinkage. This effectively reduces dimensional fluctuations and improves dimensional consistency.
Impact of Excessive or Insufficient Its: If back pressure is too high or too low, uneven melt filling and inconsistent cooling shrinkage may cause dimensional deviations. For example, when back pressure is too low, poor melt flowability leads to incomplete filling and smaller dimensions. When back pressure is too high, uneven cooling shrinkage of the melt may cause warping and deformation, affecting dimensional accuracy.
3. Enhanced Mechanical Properties of Products :The mechanical properties of injection-molded products, such as tensile strength, impact strength, and hardness, are closely related to the uniformity of melt mixing and the arrangement of molecular chains. When back pressure is insufficient, uneven melt mixing and disordered molecular chain arrangement lead to stress concentration within the product, reducing mechanical properties.
Effect of Optimizing Back Pressure: Appropriately increasing back pressure promotes the stretching and orientation of molecular chains in the melt, ensures uniform dispersion of additives, and enhances the adhesion of the melt to the mold cavity, thereby improving the tensile strength, impact strength, and hardness of the product. This significantly enhances the mechanical properties of the product, such as extending its service life, and is particularly suitable for automotive components requiring high strength and toughness (e.g., bumper brackets, interior clips, etc.).
Impact of Back Pressure on Injection Molding Cycle?
The setting of back pressure directly affects the injection molding cycle, particularly during the plasticizing, filling, and cooling stages of the melt. Proper control of back pressure can effectively optimize the injection molding cycle, improve production efficiency, and reduce unnecessary downtime and waste. Specific impacts are as follows:
1. Prolonged Injection Molding Cycle Due to Excessive Back Pressure
When it is too high, the viscosity of the melt increases, and flowability deteriorates. The injection molding machine requires more time to plasticize and inject the molten plastic. This not only slows down the injection speed but may also increase the load on the injection molding machine, affecting production efficiency. Especially when molding high-viscosity materials, excessive back pressure slows down the melt filling speed, thereby prolonging the entire injection molding cycle. Prolonged operation under such conditions may affect the efficiency of the production line and even cause abrasion of the equipment.
2. Shortened Injection Molding Cycle Due to Insufficient Back Pressure
Although insufficient it may shorten the injection molding cycle due to enhanced melt flowability and faster filling speed, excessively low back pressure often leads to uneven melt flow, incomplete mold filling, and even product defects (such as incomplete parts or inaccurate dimensions). In such cases, although the cycle is shorter, more rework and corrections may be required, ultimately reducing overall production efficiency.
3. Optimizing Back Pressure Settings to Shorten the Injection Molding Cycle
Reasonableit’s settings can optimize the injection molding cycle without compromising product quality. By appropriately adjusting back pressure, the flowability and viscosity of the melt can be maintained at optimal levels, ensuring uniform mold filling and reducing unnecessary waiting time. Additionally, it must be coordinated with other process parameters of the injection molding machine (such as injection pressure, temperature, etc.) to ensure a smooth and efficient injection molding process.
4. Comprehensive Regulation and Production Efficiency
Proper regulation of it not only improves melt quality and product quality but also effectively optimizes the injection molding cycle and enhances production efficiency. To balance quality and efficiency, it is recommended to adjust the appropriatethis vale range based on different materials, mold designs, and product requirements, ensuring that each injection molding cycle is both efficient and stable.
Negative Effects of Excessive or Insufficient Back Pressure
The setting of it is critical in the injection molding process. Both excessive and insufficient back pressure can negatively impact product quality and production efficiency. Understanding these effects helps optimize its settings and ensures a smooth and stable injection molding process. The main negative effects of excessive or insufficient back pressure are as follows:
1. Negative Effects of Excessive Back Pressure
Poor Melt Flowability: When it is too high, the viscosity of the molten plastic increases, and flowability deteriorates. The flow of the melt in the injection molding machine is restricted, slowing down the mold filling speed and potentially causing incomplete mold filling, leading to defects.
Prolonged Injection Molding Cycle: Due to poor melt flowability, the injection molding machine requires more time for plasticizing and injection, prolonging the entire injection molding cycle and reducing production efficiency.
Bubbles and Surface Defects: Excessive back pressure may also prevent thorough expulsion of gases and volatiles from the melt, increasing the risk of bubble formation. Additionally, excessive back pressure may cause surface defects such as silver streaks and flow marks during melt cooling.
Increased Machine Load: High back pressure increases the load on the injection molding machine. Prolonged use may lead to equipment abrasion and damage, potentially affecting the machine’s service life.
Inconsistent Product Dimensions: Excessive it’s affects the uniformity of melt filling, leading to incomplete mold filling and impacting product dimensional accuracy and consistency.
2. Negative Effects of Insufficient Back Pressure
Excessive Melt Flow Speed: When it is too low, melt flowability is too strong, and the injection speed of the machine is too fast, which may prevent uniform mold filling and lead to defects.
Incomplete Filling: Insufficient back pressure may cause uneven melt filling, especially in complex molds, where certain areas may not be filled, resulting in incomplete products or defects.
Inaccurate Dimensions: Due to uneven melt flow, the filling amount in different parts of the mold may vary, leading to inconsistent product dimensions and dimensional deviations.
Poor Surface Quality: Insufficient back pressure causes the melt to flow too quickly, preventing close contact with the mold surface. This may lead to surface defects such as bubbles and silver streaks, affecting product appearance and quality.
Inconsistent Cooling Shrinkage: Excessive melt flow speed may affect uniformity during the cooling process, leading to inconsistent cooling shrinkage and issues such as warping and deformation.
How to Control Back Pressure
The adjustment of it is directly related to the quality of injection-molded products and production efficiency. Proper control of it not only optimizes melt flowability but also reduces defects and improves equipment stability. It’s adjustment is typically achieved through the following methods:
1. Direct Setting via Back Pressure Regulator (Most Common Method)
The most common method for adjustingit is through the it regulator of the injection molding machine. Hydraulic injection molding machines typically adjust it’s via relief valves or pressure-reducing valves, while electric injection molding machines control it through servo motor speed regulators. Operators can directly input the required back pressure value (in MPa) on the control panel for quick and precise adjustment.
Precautions: Adjustments should be made gradually, with each adjustment not exceeding 0.5–1 MPa. After each adjustment, run 3–5 mold cycles to observe the effects and ensure product quality and stable equipment operation.
2. Indirect Regulation of Its by Adjusting Screw Speed
Screw speed is positively correlated with back pressure. Higher screw speeds enhance melt flowability and increase the effect of it. By adjusting screw speed, operators can indirectly regulate it without changing the it’s regulator settings.
Applicable Scenarios: When the precision of the it’sregulator is insufficient or fine-tuning of back pressure is required, adjusting screw speed can be used to optimize melt flow.
Impact of It on Injection Molding Machine Performance
It’s not only affects product quality but is also closely related to the performance of the injection molding machine. Excessively high or low back pressure can compromise machine stability, service life, and energy consumption:
1. Impact on the Power System
Excessive back pressure increases the load on hydraulic pumps or servo motors, potentially leading to overheating, aging, and other issues, thereby affecting the stability and longevity of the injection molding machine.
2. Impact on the Screw and Barrel
High back pressure accelerates the abrasion of tooth in the screw and barrel, particularly when using high-strength materials like glass fiber-reinforced plastics, significantly shortening their service life.
3. Impact on Machine Precision
Properit’s ettings ensure screw movement accuracy, maintaining stable injection volume and pressure control, thereby guaranteeing product consistency and dimensional precision.
4. Impact on Energy Consumption
It is positively correlated with the energy consumption of the injection molding machine. Higher back pressure results in greater energy usage. Optimizing back pressure settings can effectively reduce energy consumption and production costs.
Selecting the Right Injection Molding Machine for Precise Back Pressure Control
The precision of it control directly influences production efficiency and product quality. When selecting an injection molding machine, the following key metrics should be considered:
- 1. Back Pressure Control Precision: High-quality machines should maintain a precision of ±0.1–0.2 MPa to ensure fine-tuning accuracy.
- 2. Power System Performance: Hydraulic machines are suitable for small-to-medium batch production, while electric machines are ideal for precision and large-scale production.
- 3. Screw and Barrel Specifications and Materials: Selecting appropriate screw dimensions and wear-resistant materials enhances production efficiency and extends equipment lifespan.
- 4. Intelligent Control System: Smart back pressure optimization features can automatically adjust parameters, improving efficiency and product consistency. By comprehensively optimizing back pressure settings and combining them with equipment selection and maintenance, the quality, efficiency, and stability of injection molding production can be significantly improved.
Back Pressure and Material Relationship
Its plays a critical role in the injection molding process, affecting the melt flow, mixing uniformity, and overall part quality. Adjusting back pressure helps control the plasticization of the material, ensuring consistent melting and proper blending of additives or colorants. However, different materials respond differently to back pressure due to variations in viscosity, thermal stability, and other physical properties.
Back Pressure Recommendations for Common Injection Molding Materials
| Material | Typical Back Pressure | Effect on Process | Notes |
|---|---|---|---|
| ABS | Medium | Ensures good mixing and smooth flow | Avoid excessive pressure to prevent burn marks |
| PP (Polypropylene) | Low to Medium | Helps maintain melt homogeneity | Sensitive to high shear |
| PC (Polycarbonate) | Medium to High | Improves flow and reduces voids | High viscosity requires higher back pressure |
| PA (Nylon) | Medium | Promotes uniform melting | Hygroscopic, control moisture before molding |
| PEEK | High | Ensures proper plasticization | High-temperature material, requires stable pressure |
Conclusion
In injection molding,it is critical for controlling melt homogeneity, ensuring thorough mixing, and achieving consistent part quality. Proper back pressure helps prevent issues like incomplete filling, voids, or poor surface finish, while improper settings can lead to defects and material degradation.
Huashuo Molding optimizes back pressure for various materials, including ABS, PP, PC, PA, and high-performance polymers like PEEK, while delivering customized injection molding solutions.
To enhance your injection molding processes and product quality, contact Huashuo today. Discuss your requirements and receive expert guidance tailored to your materials and production objectives.



{kind=link}
{kind=link}
{kind=link}