Injection molding is a manufacturing process widely used across various industries. It involves heating plastic to a molten state, injecting it into a mold, rapidly cooling and solidifying it, ultimately producing precision plastic parts. In this article, we will delve into the injection molding working principles , detailing each step and key technical points.
Additionally, we will discuss common operational pitfalls to help you better understand how injection molding ensures product quality and production efficiency.
How Does Injection Moulding Work step by step
Injection molding is a highly efficient plastic processing technique widely used in the mass production of various plastic products. It involves heating plastic material to a molten state, injecting it into a mold to form the desired shape, and finally cooling and solidifying it to create the finished product. Below, we will detail the working principle of injection molding, breaking down the entire process step by step.
1. Material Preparation
The first step in injection molding is preparing suitable plastic raw materials. Common materials include thermoplastics (such as polyethylene, polypropylene, ABS, etc.) and thermosetting plastics (such as phenolic resin, epoxy resin, etc.). During this process, plastic pellets or powder are added to the hopper of the injection molding machine, ensuring the raw material is dry and meets processing requirements.
2. Heating and Melting
The plastic material is heated through the injection molding machine’s heating system. When the material reaches its melting point, it transforms into a liquid state, ready for injection. This process requires precise temperature control to ensure the plastic melt’s fluidity and uniformity.
3. Injection
The melted plastic is rapidly injected into the mold cavity via an injection screw or plunger. Control of injection speed and pressure is critical. Insufficient pressure may cause incomplete filling, while excessive pressure can lead to material waste or mold damage.
4. Filling and Cooling
The plastic fills the mold cavity and begins cooling. Mold design must ensure uniform cooling to prevent part warping or deformation. Cooling time is often a key step in the injection process; both excessively long or short cooling times can affect product quality.
5. Demolding
Once the plastic cools and solidifies, the mold opens and the formed part is removed. At this stage, the part possesses the required shape and dimensions but may require trimming of excess flash or removal of other imperfections.
6. Post-Processing and Quality Inspection
After demolding, some parts may undergo post-processing such as flash removal, grinding, painting, or assembly. Finally, each part undergoes rigorous quality inspection to ensure compliance with design specifications and industry standards.
How to select injection moulding raw materials?
When selecting thermoplastics, manufacturers must consider properties such as the plastic’s flowability, shrinkage rate, and melting point, all of which directly influence mold design and manufacturing. The characteristics of different plastics can lead to issues during the molding process, such as difficulty in filling the mold or abrasion of the mold.

The most commonly used thermoplastics in injection molding and their characteristics include:
- Acrylonitrile Butadiene Styrene (ABS): Smooth, rigid, and highly impact-resistant, making it ideal for parts requiring high tensile strength and stability.
- Nylon (PA): Available in various types with differing properties. Generally, nylon offers good temperature and chemical resistance but can absorb moisture.
- Polycarbonate (PC): A high-performance plastic, PC is lightweight, has high impact strength and stability, and exhibits excellent electrical properties.
- Nylon (PA): A high-temperature-resistant and chemical-resistant plastic, but it is prone to water absorption. It exhibits high strength and good toughness, making it commonly used in manufacturing mechanical parts, and it is easy to process.
- Polypropylene (PP): With good fatigue and heat resistance, PP is a semi-rigid, semi-transparent, and tough material.
How to select thermoplastics and optimize production efficiency
When selecting thermoplastics, manufacturers must consider properties such as the plastic’s flowability, shrinkage rate, and melting point, all of which directly influence mold design and manufacturing. The characteristics of different plastics can lead to issues during the molding process, such as difficulty in filling the mold or abrasion of the mold.
Before manufacturing the mold, we first use CAD software for design to ensure the mold can precisely produce parts that meet specifications. This process focuses on three key factors, derived from years of practical experience
How does the plastic injection molding process work?
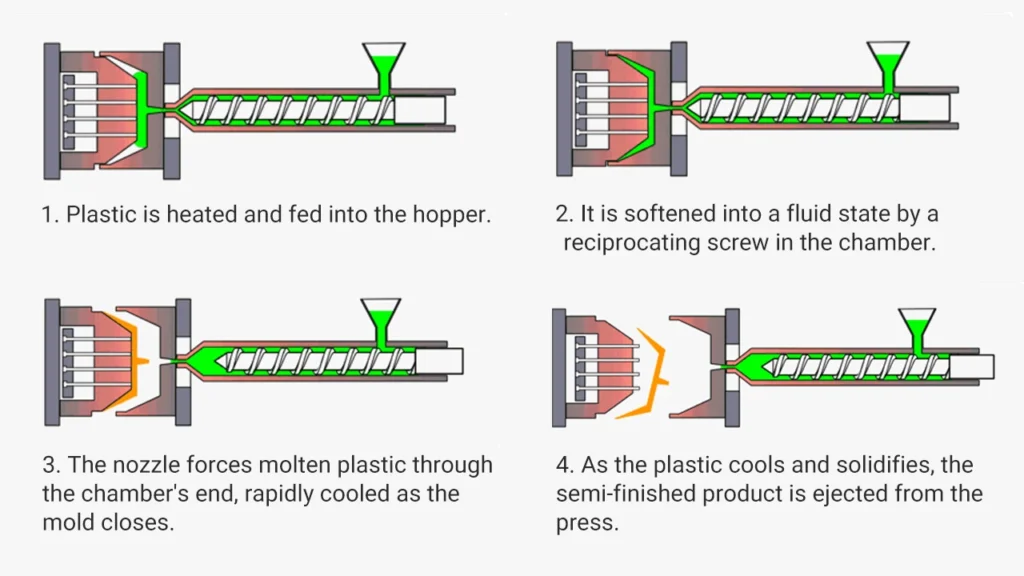
The main steps of injection molding process are: Melting → injection → Cooling → Ejection. Below is a detailed breakdown of the steps:
- 1. Melting: Plastic pellets (typically thermoplastics) are fed into a heated barrel of the injection molding machine, where they melt under heat and mechanical pressure.
- 2. Injection: The molten plastic is injected under high pressure into a closed metal mold, ensuring it fills every detail of the mold.
- 3. Cooling: After injection, the plastic cools and solidifies into the shape of the mold.
- 4. Ejection: Once cooled, the mold opens, and the finished plastic part is ejected.
Once the mold is completed, it enables the rapid and consistent production of large quantities of identical products. Injection molding is widely used in industries such as automotive, electronics, medical devices, and consumer goods due to its efficiency, ability to produce complex shapes, and low unit cost in mass production.
Common Issues and Solutions in Injection Molding
During the injection molding process, certain common issues may impact the quality of the final product and production efficiency. Below are several typical injection molding problems along with their potential causes and solutions:
1. Color Deviation
- Issue: Product color differs from the standard sample, potentially causing appearance inconsistencies.
- Primary Causes: Material inconsistency, frequent raw material changes, uneven mixing.
- Solution: Maintain material consistency and avoid frequent raw material changes; ensure precise color masterbatch ratios; use stable suppliers and implement quality control measures.
2. Short Shot (Incomplete Filling)
- Issue: Plastic fails to fully fill the mold, resulting in gaps or bubbles in the product.
- Primary Causes: Improper mold design, insufficient injection pressure or speed, inadequate material drying.
- Solution: Optimize mold design to ensure smooth filling; Properly adjust injection pressure, speed, and temperature; Ensure material is dried and meets specifications.
3. Warping
- Issue: Molded parts deform, causing inaccurate dimensions or unacceptable appearance.
- Primary Causes: Uneven cooling, improper temperature/pressure control, inappropriate material selection.
- Solutions: Adjust injection pressure and temperature; Optimize cooling system design for uniform cooling; Select suitable materials to avoid excessive shrinkage rates.
4. Weld Lines
- Issue: Melted plastic fails to fuse completely within the mold, leaving visible weld lines.
- Primary Causes: Improper mold design, incorrect gate placement, insufficient injection temperature or pressure.
- Solutions: Adjust gate and runner design to ensure uniform melt flow; increase injection temperature and pressure to achieve complete plastic fusion.
5. Flash
- Issue: Excess material appears at the mold parting line, typically manifesting as irregular edges.
- Primary Causes: Worn mold parting surfaces, insufficient clamping force, excessive injection pressure.
- Solutions: Regularly inspect mold parting surfaces to remove wear or debris; control injection pressure and clamping force to ensure tight mold closure and prevent material overflow.
These common issues in injection molding can be avoided or resolved by optimizing mold design, controlling material and operating parameters, and performing regular mold maintenance. Understanding the root causes and solutions to these problems enables manufacturers to reduce defects in production and enhance manufacturing stability.
Summary
Through this article, we have gained an in-depth understanding of the fundamental principles of injection molding, including its various steps and how to select materials. A proper grasp of the injection molding process will help improve product quality and production efficiency.
If you encounter technical challenges during the implementation of injection molding or require further support, please contact our technical team. We will provide you with professional assistance and solutions.